

Description

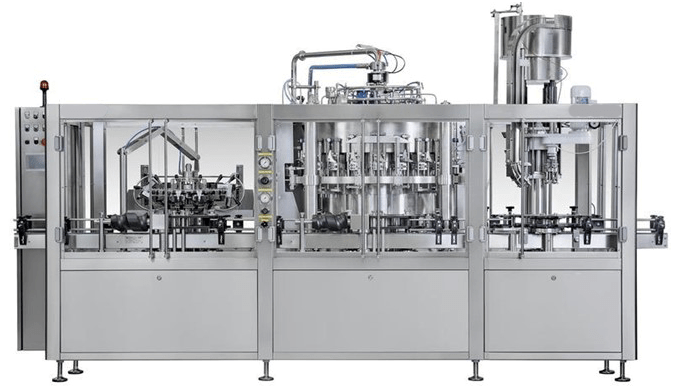
The automatic bottle filling line BFL-MB2000TP is fully equipped filling technology with the production capacity up to 2000 bottles (0,33L) per hour, with a tunnel pasteurizer. It consists of these components and blocks :
- Automatic monoblock machine for rinsing, filling and capping the glass bottles.
- Set of parts for the rinsing, filling and capping the glass bottles in the main automatic monoblock – the set changes a functionality od the main monoblock machine to use it for operations with glass bottles.
- Special CIP bottle for full cleaning and sanitizing the machine in closed circuit.
- High temperature washing kit for the hot internal cleaning of the machine at 85 ⁰C using a caustic solution.
- Linear labelling unit for application of paper labels on the bottles.
- Photocell to avoid bottle jam out in the labelling unit.
- Coder integrated into the labelling unit to printing the filling day date.
- Tunnel pasteurizer
- Drying tunnel
- Carton sealing machine with the PVC tape
- Semi-automatic pallet wrapper
- The CIP system
- Rotary table to inserting the bottles.
- Rotary table to full bottles accumulation before unloading (Ø800mm).
- Conveyor system to connection of all units each other.
The bottle filling line is designed to be operated only with one worker.

Technical parameters
- Beverage product: Carbonated beverages like beer, cider, sparkling wine etc.
- Type of bottle: Glass bottles
- Type of closure the bottles: Crown caps Ø 26 mm
- Number of bottle rinsing positions: 16
- Number of bottle filling valves: 16
- Number of bottle capping heads: 1
- Rinsing system: by water – with single stage water treatment
- Filling system: electropneumatic, isobaric filling valves
- Filling temperature: 0-2°C
- CO2 content: Max 5,5 g/lt.
- Pressure: Max: 2.0bar – 2.5bar
- Bottle standard dimensions: Diameter min. 50mm/max. 100mm, height min. 180mm/max. 340mm
- Machine rotation: Clockwise
- Speed adjustment: electronic, by frequency inverter
- Photocells with automatic start/stop system: positioned at inlet and exit
- Recommended minimal floor space : L x W : 8000mm x 6000mm
- Output capacity: up to 2000 bph (bottles 330ml) / up to 1600 bph (bottles 500ml)
The bottle filling line consists of these main units :
I. Automatic monoblock unit for the rinsing, filling and capping the bottles
 Model DPS 16-16-1
Model DPS 16-16-1
A high quality monoblock machine designed to rinsing and isobaric filling the glass bottles. Long lifespan thanks to our special double degassing of oxygen, with 16 electropneumatic filling valves for the rinsing and filling processes.
Main properties and technical parameters:
- Operation capacity: 2800 b/h x 330ml (depending on beverage temperature)
- Bottle diameter: 55-100 mm
- Bottle height: 220-360 mm
- Inner bottle hole diameter: min. 17 mm – FILLING VALVE « DPS»
- Rotation direction : clockwise
Equipment for one bottle diameter including entry and exit star, bottle rinsing, bottle filling, bottle capping devices and bottle guides.
Stainless steel cupboard with electric control board.
Motorization by asynchronous three-phase motor with inverter.
Electrical height adjustment on the rinsing unit, manual height adjustment on the filler and capping unit.
PLC system with the 7” display touch screen for control all standard operations..
Filling level can be regulated by changing level pipe.
Stainless steel support structure. Complete support protection casings in stainless steel with bolt locking.
Tanks, valves and all parts in contact with the product are completely made in stainless steel AISI 304.
Star support of the bottles in stainless steel. Stars, guides, and bottle-holding rails on stars are made in polyethylene.
Protection with window-type openings, made up of a boxed supporting frame in stainless steel and transparent polycarbonate.
All sealing and parts are made in plastic, all parts which touch the beverage product are made of materials in accordance to existing EU Directives for food processing.
The support rests on feet which can be regulated with high resistance steel screws.
Stainless steel bottle transporting belt with steel chain with entry and exit at opposite ends of machine.
Recommended operation capacity in this bottle filling line:
– Up to 2000 pcs of the 0.3 lt bottles per hour
– Up to 1600 pcs of the 0.5 lt bottles per hour
The machine includes :
- 6-valves rinsing unit for the bottles
- 6-valves filling unit for the bottles
- Single-head capping unit for crown caps Ø 26 mm
 Rinsing unit
Rinsing unit
- Rinsing unit, supplied with 16 grippers with standard fixed nozzles.
- The bottle gripper pads can be easy extra-rapid assembles and disassembled.
- The bottle rinser modul is supplied with a single stage rinsing water treatment
- Electro-valve to automatic control the rinsing fluid. The valve stops the reatment fluid flow every time the machine stops and starts it at the machine re-starting.
- Manual turret height adjustment
The rinser turret is equipped with the following features:
The tower is entirely built in antioxidant and self lubricating materials and steel.
The distribution station is fitted with a blocking device in case the bottles or containers are not present.
The treatment times can be adjusted.
The gripper jaws are made with bottle holding pads shaped according to the bottle profile or to that of the container to be rinsed.
Filling unit
- Counter-pressure filling unit, supplied with 16 electropneumatic valves suitable for filling beer into glass bottles
- The filling turret has a tank with a mirror polished internal surface and a level control probe
- Filling level accuracy +/- 2mm
How the filling unit with the DPS filling valves works :
- Double pre-evacuation, compensation and final levelling the with inert gas.
- Once the bottle is automatically placed directly under the filling nozzle, the vacuum valve is opened by a cam.
- All the air in the empty bottle is completely sucked out by a pump connected to the central distribution system of the filler, and the bottle is saturated with inert gas coming from a separate circuit (clean inert gas ). The operation is repeated two times to be removed all oxygen from the bottles before start the filling process.
- After compensation of the pressure between the bottle and the filling thank, the nozzle is automatically opened to start the filling cycle.
- The liquid which goes into the bottle is spread along its wall by a rubber deflector installed on the air pipe.
- As soon as the bottle is full, liquid reaches and close the hole of the air pipe, the flow of the product stop immediately, the filling nozzle is shut off mechanically by a control cam to isolate the bottle from the pressure of the tank.
- The final levelling is achieved by the pressure valve opening (inside the filling nozzle) so as to introduce into the bottle additional inert gas which pushes some of the liquid back to the tank to obtain a precise level.
- Once the liquid in the bottle has been levelled, a cam opens the valve for reducing the pressure inside the bottle.
- Finally the bottle, now filled with liquid, is brought to the outlet star.
Single head crown capping unit :
 The one-head automatic capping unit with maximal throughput 2.700 bottles per hour, is suitable for the application of aluminium caps on cylindrical glass bottles with diameter between 30 mm and 115mm and height from 160 to 355mm.
The one-head automatic capping unit with maximal throughput 2.700 bottles per hour, is suitable for the application of aluminium caps on cylindrical glass bottles with diameter between 30 mm and 115mm and height from 160 to 355mm.
- This machanism is fully constructed in stainless steel and equipped with safety devices. It is designed for automatic inserting crown caps Ø 26 on glass bottles.
- The caps are fed through a vibration system from the tray.
- The caps travel down a stainless steel descending slide to the distribution head which places them on the bottle opening.
- The press-on head inserts the caps on the bottles and closes them.
- Safety automatic stopping of the machine device with capper head in top position.
The crown caps (or optionally other types of the caps) are dosed through automatic vibration feeder directly on the bottles.
The capping head is operated by an electrical motor mounted on a slider with expansion pulley allowing increase or reduce the rotation speed of the threading head sinking on the caps to be closed through a special plastic cam working at the centre. Therefore distributing the loads is in a balanced way and guaranteeing a long life.
The change of the parts and the height adjustment are rapid and simple, the head lifting is mechanical and happens manually through a hand-wheel operating on the endless screw reducer; special safety devices stop immediately the machine in case of problems to avoid breakages the bottles and any other anomalies.
- Capping the bottles with crown corks on the pneumatic capping turret equipped with the large capacity crown caps feeder
- Automatic vibrating sorter, made of AISI 304 stainless steel; equipped with device for monitoring caps level in the stack
- Chute equipped with cap presence monitoring device, made of AISI 304 stainless steel
- Capping head with pressure-closing cone for permanent crown cap deformation.
- Device to removing beer foam before capping – it removes oxygen from the bottle neck.
Caps conveyor

Inclined crown caps conveyor is able to work with capsules of all formats to the bottle capping unit. Discharge height is 3.000mm, structure in AISI304 steel, 200Lt hopper, vibrator on the bottom of the hopper to facilitate the collection of caps from the tape, blue tape with food certificate, width 150mm, white vane h 30mm. Stainless steel electrical panel complete with mini PLC.
Opening door for manual hopper loading made of AISI 304 stainless steel. Stainless steel handle on the door, inspection window in food grade plastic with FDA certificate and gas pistons installed externally to reduce the closing speed and any falls from the door. Discharge nose with transparent extensible bellows Ø180 mm according to FDA standards L = 1000 mm.
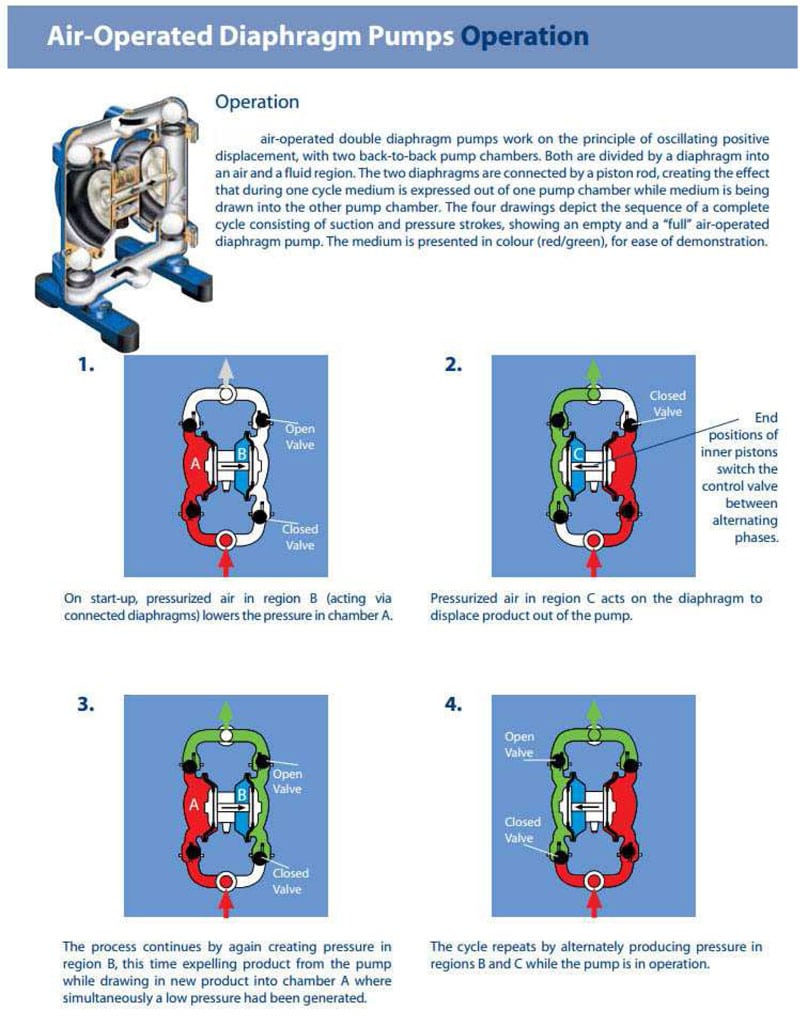
II. Pneumatic stainless steel diaphragm pump
Special pneumatic membrane pump made from Stainless Steel AISI 316, for feeding the beverage product from the tank to the filling unit.

III. Bottle drying tunnel
Machine to dry bottle surfaces to preparing them for labelling.
Turbines for the production of compressed/heated air at 45°/ 50°C.
Two air dispensers in stainless steel AISI 304 to dry the body of the bottles which are adjustable in height, depth and inclination in a transversal way.
Double conveyor running at different speed for bottles rotation throughout drying process.
Chassis in stainless steel AISI 304 for engines containment.
Safety guarding complying to CE rules.
Electrical panel with control buttons.
Switch for turbines switching on and off.
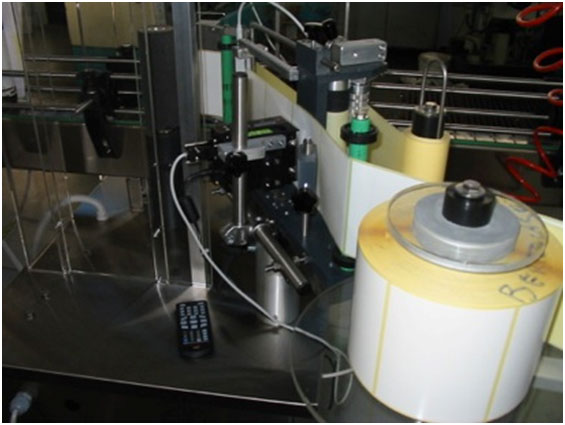
IV. Automatic machine for the labelling the bottles

Automatic labelling unit for applying self-sdhesive labels. Automatic linear labelling machine equipped to apply one self adhesive label on cylindric glass bottles with maximal diameter 300mm.
Capacity up to 3000 bottles per hour.
- Label minimum length: 10 mm
- Label maximum length: 130 mm
- Label minimum height: 10 mm
- Label maximum height: 140 mm
- Container minimum diameter: 40 mm
- Container maximum diameter: 130 mm
- Container minimum height: 150 mm
- Container maximum height: 350 mm
Base Frame and General Structure
- The support frame is made of welded steel profiles and is equipped with height adjustable feet.
- The top surface is a carbon steel plate, covered with AISI 304 stainless steel metal sheet.
- Inspection is possible through side doors and frame side skirting clad with AISI 304 stainless steel plate.
- Machine prearranged to install a second labelling station in the future.
Self-adhesive labelling station
Machine equipped with one self-adhesive labelling station installed on vertical slides easy adjustable composed of:
- Stepping motor
- Drive and control microprocessor pre-disposed to operate the printing unit (optional)
- Dragging rubber roll with contrast roll mounted on springs
- Labelling tongue for labels of 80/120/140 mm height
- Supporting reel plate Ø 350mm equipped with unwinding shaft
- Motorized labeller paper re winder
- Bottles detection photocell
- Label detection photocell
- Drive buttons included in the group
- Box containing drive and electrical parts in stainless steel, with open able access panel complete of lock general switch
- Manual adjustable stainless-steel support system, complete of digital indicator for an easy adjustment
- Maintenance and lubrication easy and short time requiring due to the high quality of components and materials used
- The machine has been designed to have maximum accessibility for cleaning and debris removal purposes
Safety guards
- Safety guards are present along the whole base frame perimeter.
- Guards are made in AISI 304 stainless steel with transparent material windows. Openable doors are fitted with interlock type micro-switches.
- Main gear box is of crown-screw worm type and oil bath lubricated.
- Feed screw transmission systems are complete with safety electro-mechanical clutch devices to stop the machine in case of bottle jamming.
Wiping system
- Labels wiping by sponge rollers.
Machine control system
- Electronic variable speed drive inverter for machine speed variation from 2.000 bph up to 3.500 bph
- Pneumatic plant is complete with pressure regulation unit, air filter and air lubricator.
- Main electrical panel, waterproof type, is integrated in the machine structure.
- All machine controls and status/signal lights are centralized on a single operator panel, complete with removable push-button station (emergency stop + pulse motion buttons).
- Machine infeed automatic closure in case of bottles build-back at discharge side.
- All electric and pneumatic power and control circuits are built in accordance with the latest applicable international standards.
Anticorrosion treatment
- Use of materials not subject to corrosion as stainless steel, not-ferrous alloys and plastic materials.
- Carbon steel parts undergo an anticorrosion treatment by multicoating epoxy painting.
Date coder
- Display : 2,8″ full color LCD
- Plug´n Play design : Hewlett Packard TIJ 2.5 printing technology
- Printable images : Alphanumeric , logo, date/time, expiry date
- Printable lines : 1,2,3,4 lines. Total line heigh is limited to 12.7 mm
- Conveyor speed : 76 meters per minute

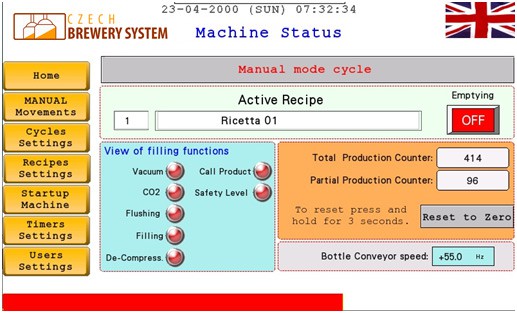
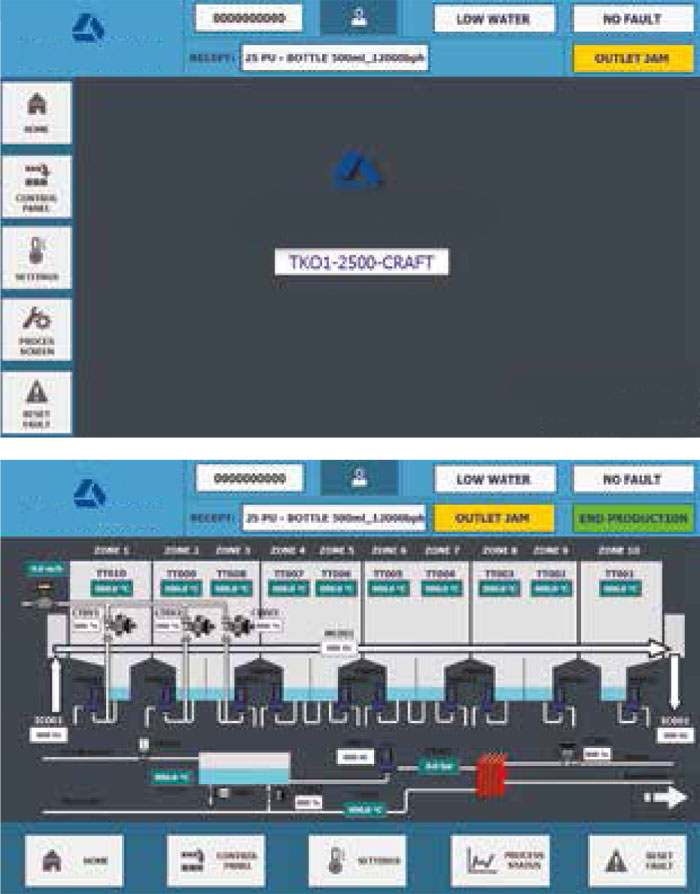
Control panel (touch display) :
Remote assistance via internet service
Interactive HMI interface on OMRON PLC for onsite production progress monitoring, production management & control and remote assistance.
The system allows our technician to be directly in contact with our customers in case of problems.
The bi-directional communication between the machine and remote system permit to see in real time if the operator is working in the correct way on the touch screen, and can be used to control the machine from our side for real time intervention (if necessary, for customer´s demand).
Optional equipment :
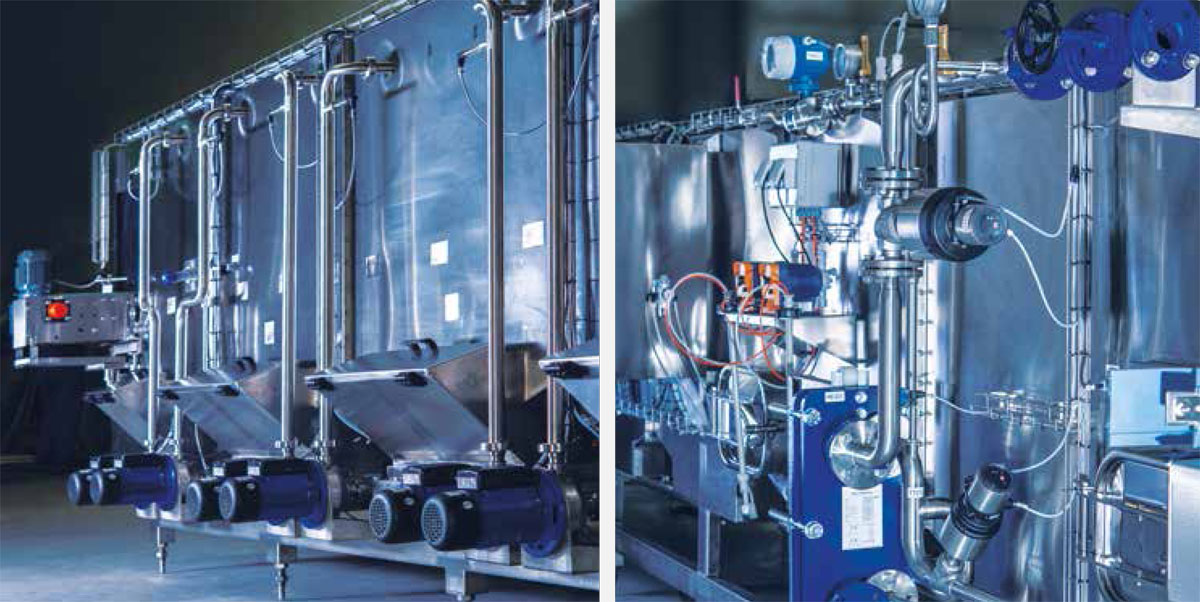
I. Tunnel pasteurizer (2000 bottles per hour)
We recommend you to order the filling line with a tunnel pasteurizer with main objective to pasteurize product inside bottles to desired temperature, which should assure proper microbiological stability of the beverage produced(heat treatment process).
Description of the construction :
Construction of the machine is made completely from stainless steel AISI 304. This means that there are no parts from cast or iron or carbon steel. Result of this important fact is construction, which enables long life period of machine and corresponds to standards in food production industry. The machine is designed as monolith.
DIMENSIONS
- Gross width: 2.200 mm
- Length: 7.000 mm
- Height: up to 2.300 mm
- Treatment surface: 7 m2

** The photo is symbolic (an actual pasteurizer can be in different design)
 The machine is placed on multiple (height adjustable) legs, enabling adequate distribution of load and overcoming potential differences in floor heights.
The machine is placed on multiple (height adjustable) legs, enabling adequate distribution of load and overcoming potential differences in floor heights.
Important construction feature is also fully sanitary execution. Construction is completely welded. This means that practically all parts in contact with spraying water are waterproof (there is no point that would be only point welded). Also, from the outside surfaces majority of welds is continuously welded which provides lower possibility of impurities load.
Construction is designed (especially on inside but also on outside) in a way that where possible, all surfaces are inclined, so there is no possibility that water would be held and microorganisms would have chance to develop. This way we provide that the machine inside space stays longer intact and will be still without bad influence of smell, molds etc. On the outside, also roof of the pasteurizer is inclined, as well as top of the water tanks. This ensures that after external cleaning of machine all potential water residuals drip to the floor.
Next important construction feature is minimized water tanks below each zone enabling that minimum amount of water is at all times inside pasteurizer. Consequently, minimum amount of water goes to drain every time water inside pasteurizer needs to be replaced.
In concrete case single deck pasteurizer is foreseen for the project task. Construction of pasteurizer is designed on a way that multiple top and side manholes are available for easy approach to the inside for supervision and maintenance.
Top of the pasteurizer is covered with removable covers for inspection and maintenance reason.
** The photo is symbolic (an actual pasteurizer can be in different design)
Each pool has its own door for cleaning the tunnel and one central outlet for water. All pools are equipped with double mechanical filter sieves in order to prevent any dirt particles in the water to travel to the nozzles and to block them.

On the inlet and outlet of pasteurizer inspection doors made from stainless steel are installed.

Conveying system of the pasteurizer :
The tunnel pasteurizer is equipped with 1 independent main transporting belt. Width of transporting belt is approximaly 1180 mm.
Composing parts of pasteurizer are also in-feed and discharge conveyor (app. 1.500 mm from in-feed or discharge of pasteurizer), with electro motor drive together with frequency controller.
Main belt is running on supporting guides (wear stripes). Construction is indicated on below photo – parallel per module further different modules has displaced wear stripes (looking from the perspective of “neighbour” modules) in order to prevent the bottles from falling. With this it is assured that platform is adequate and that in every position, bottles stand stable and there is no possibility of falling inside the pasteurizer.

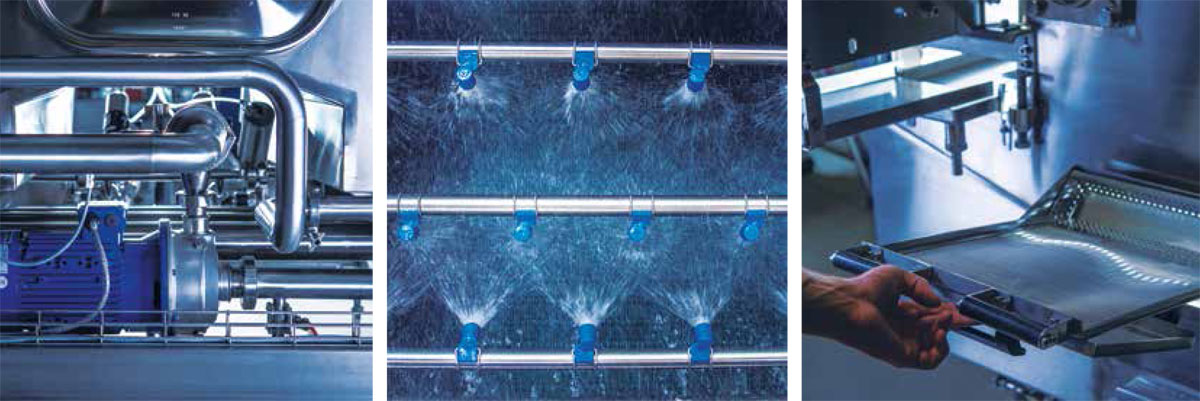
Pumps and nozzle system :
The tunnel pasteurizer is equipped with suitable number of pools (10) and centrifugal pumps which transport water to nozzles. Pumps (parts in contact with water are from stainless steel) are protected from dry work with level probes in pools.
Main pumps are designed to assure flow of approx. 6,5 m3/h. Supporting pumps could have different flow depending from the purpose.

Spraying with process water inside pasteurizer is preformed trough register of nozzles which is placed on the top of the machine. Nozzles are producing fine fog of water that assures adequate transfer of heat energy. Nozzles are from plastic material.
Used type of nozzles is very simple to maintain due to easy system of fixing on the distribution pipes.
Nozzles are side (tangential) mounted on each spraying bar. This reduces possibility of blocking.
Standard distance from nozzle registers and main belt is 400 mm.

Instrumentation, controlling and automation :
Tunnel pasteurizer is equipped with multiple safety providing elements as well as quality and up-to-date software which enable simple control of all pasteurizer’s functions.
Offered machine has installed following measuring and regulating equipment:
- Automatic water level correction (water tanks have installed level probes and in case of too low water level, water is being dosed automatically)
- Automatic temperature regulation (system is equipped with regulating system at steam / hot water inlet which feeds pasteurizer with steam/hot water water accordingly to actual needs)
- Automatic control of can over load on the main belt (inductive sensor installed on outside conveyors switches off the feeding conveyor in case of too big pressure)
- Controlling and management of tunnel pasteurizer is executed through PLC computer and a touch panel. Electrical control cabinet is supplied in stainless steel execution and it is of IP 65 rate.

The control panel is installed on main electrical cabinet and is based on the Siemens industrial computing system.
The pasteurizer is equiped with our own developed software. Software is designed on a way that enables automatic control and overview of complete pasteurization process. Process parameters are visualized and displayed on user friendly interface. Software also logs and visualizes all process alarms.
Software is protected by password for various levels (administrator, operator, and maintenance).
Standard part of our software is also so called “boiling out” program, enabling periodical complete machine sanitation. This program enables thermal sterilization of complete system. Details about temperatures and durations are to be agreed with a customer.
During start up two recipes are foreseen to be commissioned. Any additional recipes are subject of additional cost.
Materials used, quality and standards the components :
- Tunnel construction and construction pipes are made from AISI 304 material.
- Pipeline seals are of EPDM material
- Guides profile is polyethylene UHMWPE placed on stainless steel guides.
- All gaskets (that are not defined differently) are EPDM material, on steam graphite.
Components used:
- Pumps: LOWARA
- Electro components: SCHNEIDER ELECTRICS
- PLC computer: SIEMENS
- Touch control panel: SIEMENS
- Measuring and regulating equipment: E&H
- Cable trays from stainless steel shape G and U, net without top cover
- All stainless steel is purchased in Europe with certificates according to EN 10204
NOTE:
Adding any chemicals into the water of tunnel pasteurizer must comply with the resistance of these materials and has to be guaranteed from the local chemical distributor!
Dynamic active PU control
Dynamic PU (number of pasterization units) control enables that in no case product is over pasteurized. System’s platform is virtual deviation of pasteurizer to multiple rows which enables us to always monitor in which position are bottes inside pasteurizer. In case of stoppage the system reacts on a way that main belt inside pasteurizer is stopped and cooling of bottles in overheating and holding zones starts with intention to reduce product temperature below PU cut off point (for beer is calculated at 70ׄ°C). Our software is monitoring the duration of stoppage for the whole time and on a basis of wide range of heat transfer coefficients we know exactly how much time we need to cool in order to cool down product below PU cut off temperature and after stoppage is dismissed, we know exactly how much time we need to re-establish temperature regime that was in function before stoppage and to start of the main belt again.
Important matter is that dynamic active PU control does not end here. For every stoppage it is normal that product receives more PU than planned in balanced conditions. This means that for further process temperature SET points of next temperature zones are lowered in order to reach defined PU (inside agreed tolerances). This is happening also in case of multiple stoppages following one after another and in no case, product can exit over pasteurized (of course also under-pasteurization is not possible).
With technology of dynamic active PU control we can provide perfect pasteurization process with minimum impact to product organoleptic characteristics.
Standard process:
• Automatic control and regulation of PU is based on precise software which calculates (and monitors the exact position of bottles inside the pasteurizer) current amount of received pasterization units.
• In case of stoppage on the line, pasteurizer starts cooling in required zones (overheating and holding zones) with goal of reducing product temperature below PU set point. This is obtained in order to prevent overdosing with PU’s.
• When stoppage on the line is dismissed, software again recalculates necessary temperature of spraying water in order to reach regime before stoppage occurred.
• Necessary temperature regime is projected on the basis of received samples, filled with an individual beverage product. In our laboratory pasteurizer all monitoring will be done prior to start of manufacturing of suitable system.
E&H registrator
E&H registrator RSG series RSH offers paperless recording, visualization and monitoring of all the crucial process values at the same time.
It is foreseen that module is mounted on the pasteurizer electro cabinet. All data that is recorded, is archived on SD card and can be used further on.
Ecograph offers a possibility of ethernet connection to local computer, enabling the transfer of recorded data for purposes of monitoring of the curtail parameters in real time.
Local computer and Ethernet connection are not in scope of supply and their ensure is a customer’s obligation.
Dosing of chemicals
In order to preserve the process water that is stored inside to tunnel for as long as possible and in the meantime reduce chance of corrosion, we offer an option of pre-installed system for dosing of chemicals – biocide & anticorrosive chemical solutions.
The dosing is of the two chemicals is done by two separate pumps, and is done directly in-line with support of a flow meter. The exact quantity of the chemicals dosed in to the water can be set on the pumps, while the dosing is then executed automatically. Along with the pumps a floating level switch is also suppled (if the chemicals level in the cannisters gets low, the machine signals an alarm).
System is foreseen for dosing biocide solution at 80 ppm and anticorrosive solution at 25 ppm . If different concentrations of chemicals are required, this should be agreed at the beginning of the project.
Note: if customer decides to install his own hardware for dosing of chemicals it is necessary to follow instructions of a producer regarding type of chemicals and their concentrations. In opposite case machine elements can be damaged.
 UPS
UPS
UPS provides emergency power to a machine when the input power source or mains power fails or is disrupted. It ensures that CPU and HMI stay powered, so all crucial parameters are not lost. This is especially beneficial in case of pasteurizers with active PU control, where production can be restarted much more precisely with exact PU values.
Condensate removal armature
In scope of basic equipment, machine is supplied with manual shut-off valve, steam cleaning piece and pressure gauge on steam pipeline. As an optional upgrade we are offering you additional armature on condensate pipeline, which offers easy and simple connection in single point, while simultaneously offering practical maintenance.  Condensate removal is foreseen by simple steam trap, active condensate pump (if required) is not included in scope of supply.
Condensate removal is foreseen by simple steam trap, active condensate pump (if required) is not included in scope of supply.
Scope of supply includes:
- Ball float steam trap (1 pc)
- Thermostatic steam trap (1 pc)
- Non-return valve (2 pcs)
- Manual ball valves (4 pcs)
- Additional piping material
Steam pressure reduction equipment
If pressure of steam on site is higher than 3,0 barg, steam pressure reduction equipment is required. In scope of supply, we are offering you:
• Steam pressure reducing valve (1 pc)
• Safety valve (1 pc)
• Additional piping material.
II. Carton sealing machine with the PVC tape
Semi-automatic manual adjustment carton box sealer according to the different carton box sizes that applies two “ U “ self adhesive tape stripes on the upper and lower boxes middle line.
Adjustment and utilization of SK1 are intuitive,simple and fast.
The machine is built in conformity with the CE safety laws actually in force.
2000 meters reel tape holder.
Flap compression rollers ( optional).
Adjustable bcarton boxes lateral guides.
Locked stop emergency button.
Average output: 700/900 carton boxes per hour.

| Box dimensions to be used with the machine | minimal | maximal |
| length | 150 mm | 150 mm |
| width | 140 mm | 500 mm |
| height | 110 mm | 500 mm |
III. Semi-automatic pallet wrapper
Semi-automatic stretch wrapper
- Turntable diameter 1650 mm
- Load 200 kg max
- Pallet high sensor photocell
- Mechanical brake
- Pallet unloading ramp

IV. The CIP system
Semi-automatic CIP system with two tanks for chemicals
The CIP machine consists of:
1st Tank :
Stainless steel AISI 304 L, capacity 150 Lt, stainless steel coil for electric heating, stainless steel supporting feet for hot water + detergent.
2nd Tank :
Stainless steel AISI 304 L, capacity 150 Lt, stainless steel supporting feet for cold rinse water.
Set of manual butterfly valves – stainless steel, sanitary type.
Centrifugal pump for the cleaning, stainless steel, capacity
Stainless steel frame, with adjustable supporting feet, on which are assembled and connected the above-mentioned equipment.

Price list :
BASIC CONFIGURATION
|
|
| DESCRIPTION |
PRICE IN EURO |
| BASIC EQUIPMENT : | |
| Main monoblock : Bottle rinsing / filling / capping machine – Model ISO DPS C 16/16/1, including parts for one format of the bottles 330 ml + parts for one format of crown caps Ø26mm | On demand |
| Double pre-evacuation system & CO² flushing | On demand |
| CO² injection device before capping | On demand |
| Manual washing of bottle explosion zone | On demand |
| Dummy bottles/cups for the CIP process – for cleaning the bottle filling valves | On demand |
| Entry / exit photocells for bottle presence sensing | On demand |
| Caps elevator – dosing unit | On demand |
| Linear self-adhesive labeller for wraparound label application on the bottles | On demand |
| Photocell and alarm for end of label reel | On demand |
| Traffic light signal for work in conjunction with alarm | On demand |
| Inkjet date coder integrated into labeller | On demand |
| Backing paper tear off system | On demand |
| Total EXW price of the basic configuration | On demand |
| OPTIONAL EQUIPMENT : | |
| Tunnel pasteurizer 2000 bottles per hour | On demand |
| Drying tunnel | On demand |
| Blower for the drying the top of the bottles | On demand |
| Blower for the drying the bottom of the bottles | On demand |
| Rotation of the bottles during drying phase using a dual chain at different speeds | On demand |
| Carton sealing machine with the PVC tape | On demand |
| 2000 mm carton idle rollers infeed for carton packing | On demand |
| Idle extendable rollers for finish packing accumulation from 1500mm to 4500mm | On demand |
| Semi-automatic pallet wrapper | On demand |
| The CIP system | On demand |
| Conveyor system | On demand |
| Drip trays | On demand |
| Bi-directional can accumulation table 2000x1055mm (without automation) behind the tunnel pasteurising tunnel | On demand |
| Automation of bidirectional table with control panel & sensors for automatic loading/unloading of the bottles | On demand |
| Total EXW price of the recommended configuration | On demand |
| OPTIONS FOR THE MAIN MONOBLOCK (RINSING UNIT, FILLING UNIT, CAPPING UNIT) | |
| DESCRIPTION | PRICE IN EURO |
| Rinser recycling system with the buffer tank, filter and pump | On demand |
| Parts for handling with Ø29mm crown caps | On demand |
| OPTIONS FOR THE TUNNEL PASTEURIZER | |
| DESCRIPTION | PRICE IN EURO |
| Dynamic PU control | On demand |
| E&H registrator | On demand |
| UPS | On demand |
| Dosing of chemicals | On demand |
| Condensate removal armature | On demand |
| Steam pressure reduction | On demand |
| Remote maintenance | On demand |
Optional services :
I. Installation work on the place …. On demand

The price is valid for all countries of the European Union. The price includes seven days work (+ two days travelling) of two specialists on the place – assembling and start up of the equipment.
The price does not include : transports costs and accomodation of the workers. Will becalculated individualy.
II. Installation work ensured by customer (with our remote assistance) …. On demand
Do you want to save your money ? Are you technically skilled and not afraid of challenges? Do your country’s hygienic restrictive regulations not allow a visit of a specialized technician from a foreign country? Don’t be afraid to use the remote assistance service.
How is the installation of the filling line by our customer, using our remote assistance?
1.) The customer positiones all the machines and connects them to power guided by our checklist.
2.) Once photos were sent of the completion of the preliminary phase we proceeds with the start up and commissioning.
3.) First we connects the PLC of the machine via internet to our service console in our factory — this allows our service manager to view and control your PLC on a remote screen, as if he was in front of the machine in person.
4.) We then organise a Microsoft Teams conference call, with one your worker holding the camera, and the others working around the our technician´s instructions.
5.) After only 3-5 days setting up and configuring, first full glass bottles will leave your filling line.











