Description
Compact fully automatic bottle gravity filling and capping machine with two integrated units
- fully automatic gravity filling the glass bottles – 6 electronic valves
- fully automatic pneumatic capping the bottles with crown caps (optionally screwed caps, ROPP caps, natural corks, T-corks) – 1 capping head
with electronic valves, optionally adaptable for screwed caps, ROPP caps, natural corks, T-corks.
Production speed : up to 850 bottles per hour (depending on the operator, product, temperature, foamicity)


Technical parameters
| Maximal operation capacity : 330ml bottles | up to 850 bottles per hour if only filling and degassing is used, up to 640 bottles per hour with double oxygen pre evacuation (depending on the operator, product, temperature, foamicity) |
| Maximal operation capacity : 500ml bottles | up to 750 bottles per hour if only filling and degassing is used, up to 590 bottles per hour with double oxygen pre evacuation (depending on the operator, product, temperature, foamicity) |
| Maximal operation capacity : 750ml bottles | up to 650 bottles per hour if only filling and degassing is used, up to 540 bottles per hour with double oxygen pre evacuation (depending on the operator, product, temperature, foamicity) |
| Number of : filling valves/capping heads | 6/1 |
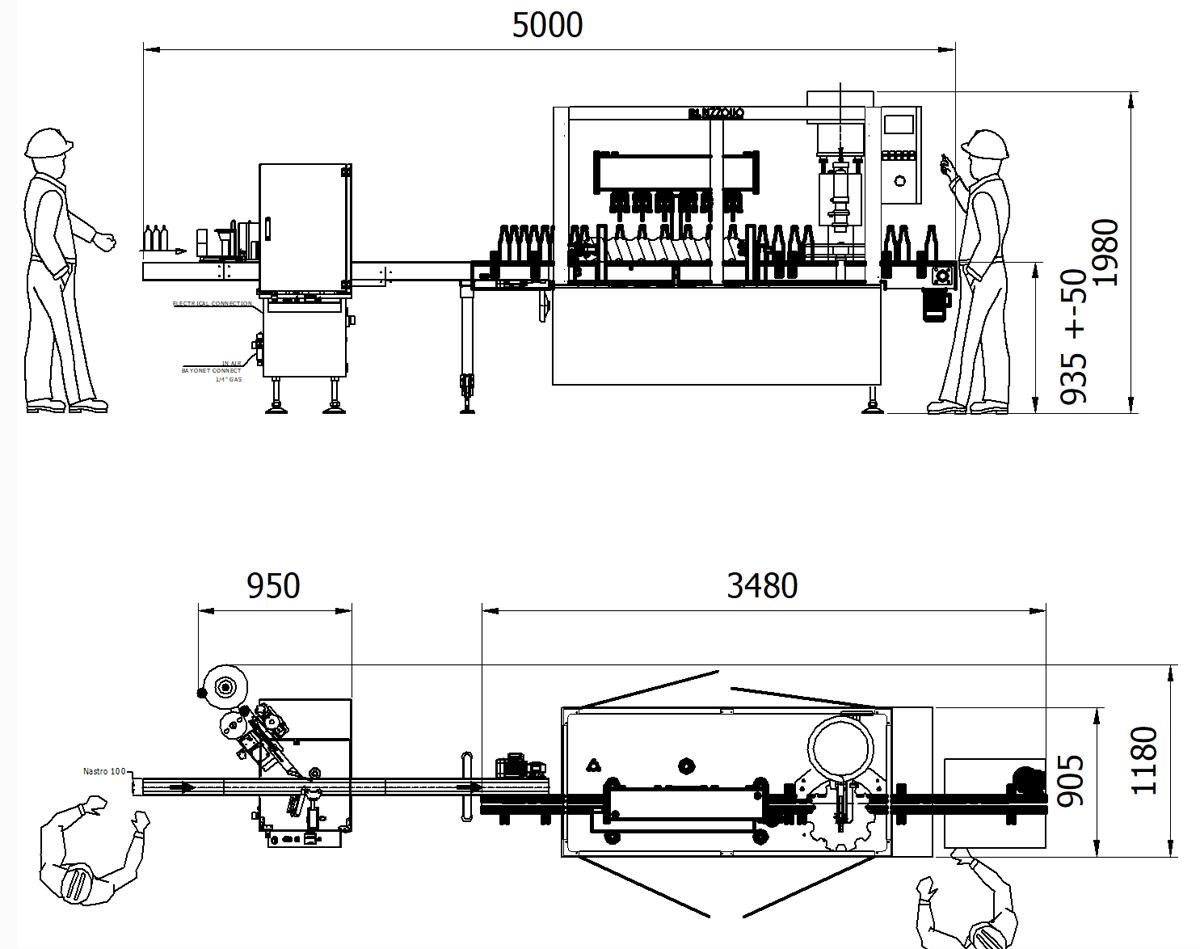
| Height of the worktable | 1150 mm +/- 50 mm |
| Min. bottles size : diameter / height | 55mm / 110mm |
| Max. bottles size : diameter / height | 110mm / 350mm |
| Power connection | 380-420V 50/60 Hz three phases |
| Electrical consumption | 3.0 kW/h 7 Amp |
| Max filler tank pressure | 5 bar/72 psi(tested on 9 bar/130 psi ) |
| Compressed air consumption | 120 lt/min 7 bar |
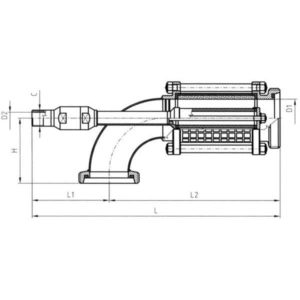
| Beverage product pipe connection | DIN 32676 TRICLAMP D=51mm (other types on request) |
| CO2/N2 connection | John Guest 8mm or Female G 3/8” gas |
| Compressed air connection | John Guest 8mm or Female G 3/8” gas |
| Sterile water connection | Female G 1/2” / 3.5 bar |
| Maximum cleaning temperature | 60°C / 140°F (on request 85°C / 185°F) |
| Filler tank material | AISI 304 (filling valves AISI 316) |
| Beverage products | Non-carbonated beverages : juice, water, wine, lemonades |
| Caps types | Crown caps 26 mm or 29 mm, screwed caps |
| Cork types | Natural cork, T-cork |
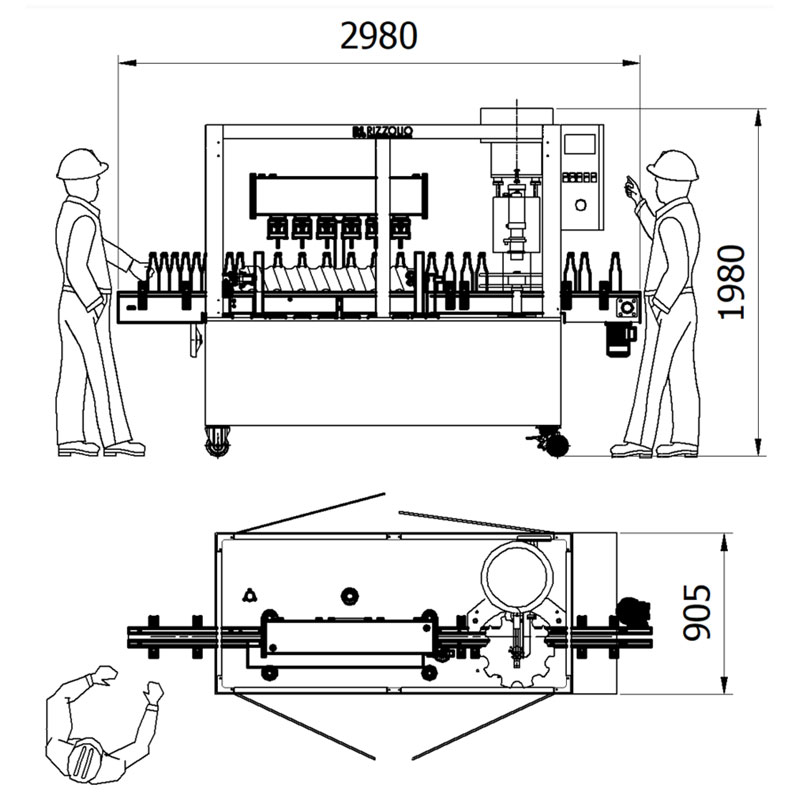
| Dimensions | WxDxH : 2980 x 905 x 1980 mm |
| Weight Net | 950 kg |
Description :
The machine is manufactured of stainless steel and food-friendly plasts of different thicknesses.
Construction is on four lockable wheels for easy transport of the machine.
This double-block machine has been designed to assist in filling non-carbonated beverages in glass bottles with crown caps. Two units in one compact block with a steel base on wheels. Filling the bottles + capping the bottles with crown caps, screwed caps, natural corks, T-corks.
1st section : filling the bottles
First the single or double pre-evacuation of oxygen is carried out inside the empty bottles, by means of an external high vacuum pump.
A purge of CO2 blow out quickly the oxygen from the bottles. The filling process starts automatically by gradual balanced the pressure from tank to bottles.
The second pre-evacuation of oxygen is preceded by a CO2 injection, in order to move the rest of oxygen up to the upper part of the bottle.
This system guarantees an excellent result in terms content of dissolved oxygen in the beverage : <28ppb for bottles
At the end of the pre-filling process, the pressure compensation occurs between the bottle and the isobaric tank.
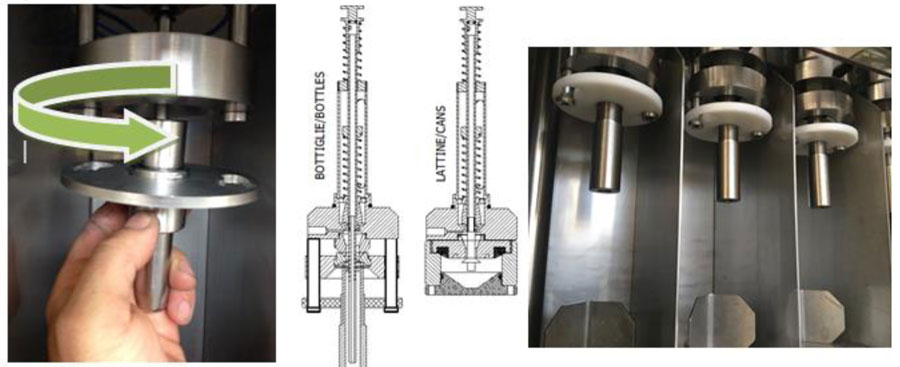
The type of deflector installed determines the correct flow of the product along inner surface of the bottles.
The final level of product inside the bottles is determined by the interchangeable devices depending on the capacity of the bottle and the filling level required.
The last phase, the bottles will be de-pressurized, controlled by an opening and closing timer in order to gently release the pressure in the bottles with creation of foam in the bottle throat.
The creation of a foam ensures that the oxygen cannot enter in the bottles before they are closed.
By modifying the depressurization times, the operator can set more or less foam before the capping of the bottles.
- Six filling positions
- Gravity filling of non-carbonated beverage into six bottles in the same time (in standard)
- Filling beverages into glass bottles (in standard)
- The filling process takes place automatically, the operator only has to place all the bottles on the input conveyor belt and remove them in the end of the process from the output conveyor belt.
- Pre-evacuation (only with optional equipment) : First the single or double pre-evacuation of oxygen is carried out inside the empty bottles, by means of an external vacuum pump
- The second pre-evacuation of oxygen is preceded by a CO2 injection, in order to lift the rest of oxygen to the upper part of the bottle.
- This system guarantees an excellent result in terms of dissolved oxygen – less than 28 PPB is reached in beverage in the bottles.
- At the end of the bottle filling process, the pressure compensation occurs between the bottle and the isobaric tank, and the beverage flowes up to the level of the level devices.
- The type of deflector installed determines the correct flow while measures a level through the walls of the bottle.
- The level of product inside the bottles is determined by the interchangeable devices depending on the capacity of the bottle and the level height required.
- In the last phase, the bottles are de-pressurized, controlled by an opening and closing timer in order to gently release the pressure and avoid extremely foaming.
- The controlled creation of a foam avoid entering of the oxygen in the bottles before they are closed.
- By modifying the depressurization times, the operator can set more or less foam.
Filling the glass bottles

2nd section : capping the bottles
The purpose of the automatic capper machine, is to close the glass bottles with crown caps of the with diameters 26mm and/or 29mm.
The closing system is usable just for one size: 26 or 29mm diameter.
If both sizes are required then it will be supplied an additional unit with the other format.
The capping head is made of hardened steel and it doesn’t lose its strength in the time.
The capping unit has also a feeder for each size of caps. It is made of INOX 304 stainless steel. The caps are orientated automatically before the bottle capping.
The closure unit captures the cap from the feeder and inserts it in the closing head.
- Single automatic capping head with a crown caps sorter & with automatic feed of crown caps to the capping head
- Closing the bottles with steel crown caps (in standard version)
- Closing the bottles with plastic or aluminium screw caps (in optional version)


Operating cycle:
- Manual loading the bottles on the input conveyor belt – the input convecor belt can be connected on the output conveyor belt of other machine (for example bottle rinsing machine, bottle labelling machine etc.)
- Automatic moving the bottles to the filling positions.
- The bottles are lifted pneumatically under the filling valve.
- The vacuum system sucks air out of the bottle.
- The machine fills bottles with carbon dioxide from the external CO2 pressure bottle (not from a filling tank).
- The vacuum system sucks air out of the bottle.
- The machine fills the bottles with carbon dioxide from the external CO2 pressure bottle (not from the filling tank)
- The vacuum system sucks air out of the bottle.
- The machine achieves pressure stability and starts the filling beverage into the bottles.
- The machine lowers the level of pressure.
- The bottles are moved down from the filling valves.
- The the bottles are moved autoatically to the bottle capping unit
- The bottles are closed with crown caps automatically using a pneumatically driven capping head.
- Manual unloading the bottles from the output conveyor belt – the output convecor belt can be connected to the intput conveyor belt of other machine (for example machine for the bottle outside rinsing, bottle labelling machine etc.)
BFAG-MB061 machine consists of :
| DESCRIPTION | EURO |
|---|---|
| Main equipment |
|
| BFAG-MB061-CRC Automatic 6-1 filling and capping machine for bottles (gravity filling, capping the bottles with crown caps) | € 40.000,- |
| BFAG-MB061-SCC Automatic 6-1 filling and capping machine for bottles (gravity filling, capping the bottles with screw caps) | € 42.000,- |
| BFAG-MB061-NCK Automatic 6-1 filling and capping machine for bottles (gravity filling, capping the bottles with natural corks) | € 43.500,- |
| BFAG-MB061-TCK Automatic 6-1 filling and capping machine for bottles (gravity filling, capping the bottles with T-corks) | € 42.000,- |
| Optional equipment |
|
| I. Optional equipment for the filling unit |
|
| Single pre-evacuation of air from the bottles with external vacuum pump | € 1.920,- |
| Double pre-evacuation of air from the bottles with external vacuum pump | € 2.570,- |
| Set of parts made of AISI 316 stainless steel for cleaning in temperature up to 85°C | € 1.000,- |
| Dummy bottles with continuous flow – Special CIP system for high level cleaning process and chemical solution return exhaust to your CIP unit | € 94,- x 6 pcs |
| Non-return valve with TriClamp 1 inch connections | € 180,- |
| CIP collector for chemical solutions – hose manifold (see a scheme bellow) | € 140,- |
| Complete set of replaceable seals for all 6 filling valves | € 30,- x 6 pcs |
| Additional filling tubes, for different types of the bottles | € 19,- x 6 pcs |
| Pipe connections for the pump | € 95,- |
| Product loading kit AISI 304 – Pneumatic diagphragm pump AISI 304 with connections TriClamp 1 inch | € 1.400,- |
| Product loading kit AISI 316 – Pneumatic diagphragm pump AISI 304 with connections TriClamp 1 inch | € 1.800,- |
| Additional feeding screw for the bottle filling unit (for different bottle size) – price for one type of bottles | € 1.000,- |
| Beverage product hose sterilizable with hot steam (TriClamp connectors) | € 95,- / meter |
| Construction parts in contact with the beverage product made of AISI 316 (necessary for cider) | € 2.070,- |
| 50 liters tank AISI 304 with all pipe and hose connections to filling machine | € 420,- |
| Bottle format change (parts in the filling unit) | € 1.000,- |
| III. Optional equipment for the capping unit |
|
| Parts for change between capping with 29 or 26 mm crown caps | € 1.650,- |
| Vibrating hopper for the crown caps 26 or 29 mm | € 2.940,- |
| Additional head for different screw caps | € 1.780,- |
| T-cork caps format change | € 2.860,- |
| Bottle format change (parts in the capping unit) | € 740,- |
| Protective door with plexi glass 8mm with automatic operation cycle for closure (In accordation with the CE standard) | included |
| IV. Expanding modules |
|
| Bottle labelling unit | € 10.800,- |
| Thermal printer (date, batch number, expiration date …) | € 3.600,- |
| Incoming bottle loading table (rotatable) | € 1.200,- |
| Outgoing bottle unloading table (non-rotatable) | € 1.150,- |
| Outgoing bottle unloading table (rotatable) | € 1.200,- |
| V. Optional equipment and services – others |
|
| Supplement for machine equipped for remote support service (remote service hours will be invoiced 55€/hour) | € 1.500,- |
| Shipping cost including packing | not included |
| Special voltage including UL conformity electronic parts (American market) | € 780,- |
| Installation work provided by our specialist – each day (does not include hotel/dinner/lounch and travel expenses) | € 600,- / hr |
| Packing costs – wooden crate with chemical protection for transport over sea | € 650,- |
| Packing costs – wooden crate (normal, transport to EU area) | € 500,- |
| Packing costs – wooden crate when more devices will be packaged | price on demand |
| Delivery & insurance (only Europe) | price on demand |
| TOTAL – (for Europe) | price on demand |
I. CIP setup – cleaning and sanitizing of the compact bottling machine
Description :
- Compact bottle filling machine
- Bottle with pressure carbon dioxide and reduction valve
- CIP station – we recommend use the machine CIP-52 or CIP-53
- CIP collector for chemical solutions (see optional equipment table)
- Hoses for connection between the CIP station and the compact bottle filling machine
II. Dummy bottles setup for CIP (in motion)
III. Dummy bottles – set for high pressure CIP operation (in motion)

Connections :
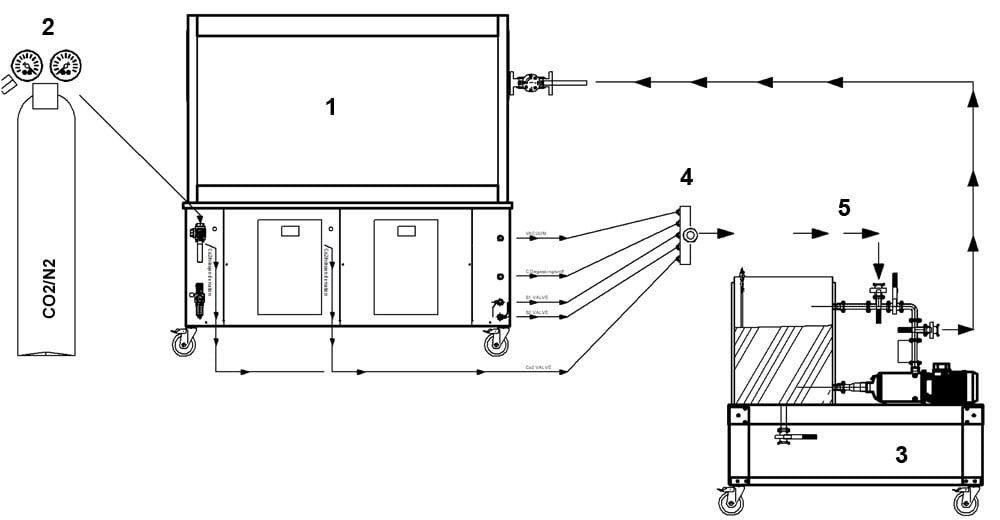
I. Filling non-carbonated beverages from a pressure tank
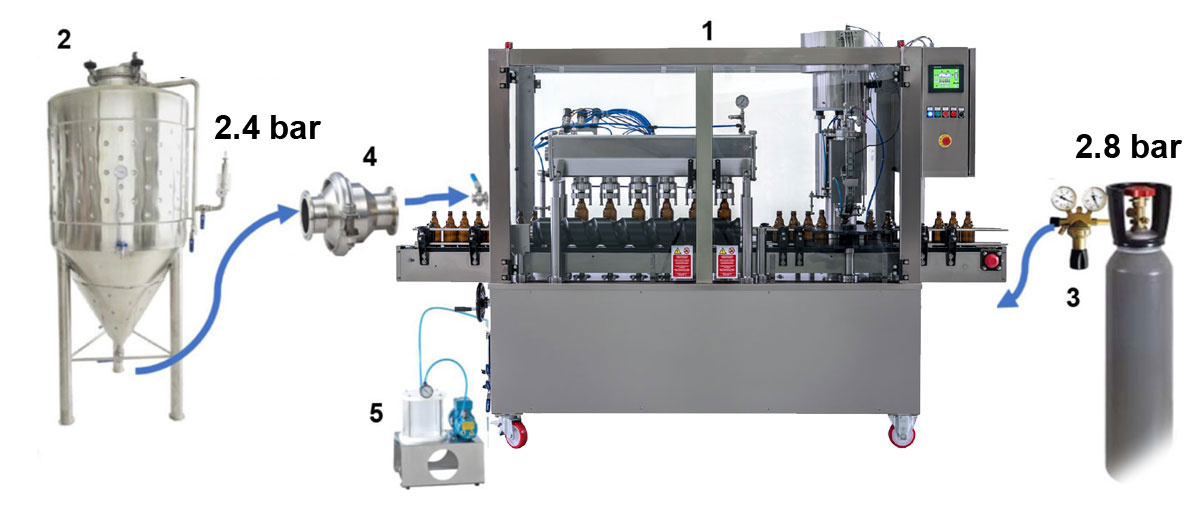
Description :
- BFA-MB bottling machine
- Pressure tank with non-carbonated beverage
- Pressure bottle with carbon dioxide and reduction valve
- Non-return valve
- Vacuum pump
- Blue lines – pressure hoses
II. Filling non-carbonated beverages from a non-pressure tank
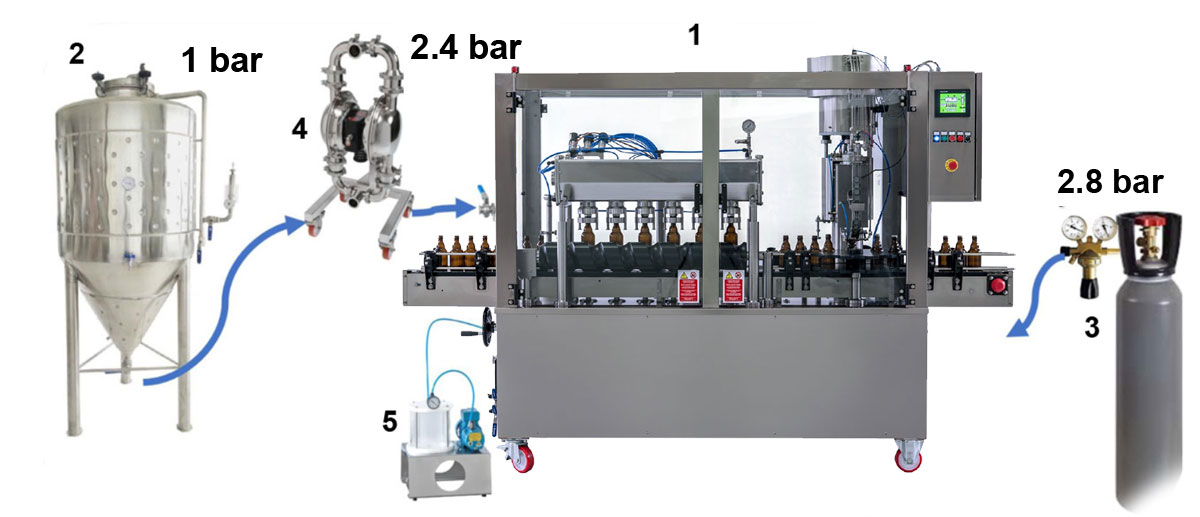
Description :
- BFA-MB bottling machine
- Pressure tank with non-carbonated beverage
- Pressure bottle with carbon dioxide and reduction valve
- Pneumatic diagphragm pump
- Vacuum pump
- Blue lines – pressure hoses
Automatic control system :

From the Touch screen you can easily monitor, control and adjust all the operations of the filling and capping process :
Available modes and their settings
I. Bottle rinsing mode :
- Injection timer – editable timing of the automatic valves
II. Bottle filling mode :
- Standard
- Single pre evacuation with CO2 injection timer adjustable
- Double pre evacuation with double CO2 injection timer adjustable
- CO2 purge for remove the oxygen in the bottles before the capping cycle
- You can change the time of the pre-evacuation, time of CO2 injection, time of the degassing
III. Bottle capping mode :
- Time of the bottle capping operation is adjustable
IV. CIP mode :
- Opening all valves for the cleaning and sanitizing the machine using a CIP station
V. Degassing mode :
- Opening and closing the valves when decompressing according on timer setting in two or more steps.
VI. Schematic page:
On the synoptic page, you can see all the steps of the bottle filling and capping process in simple graphics screen.
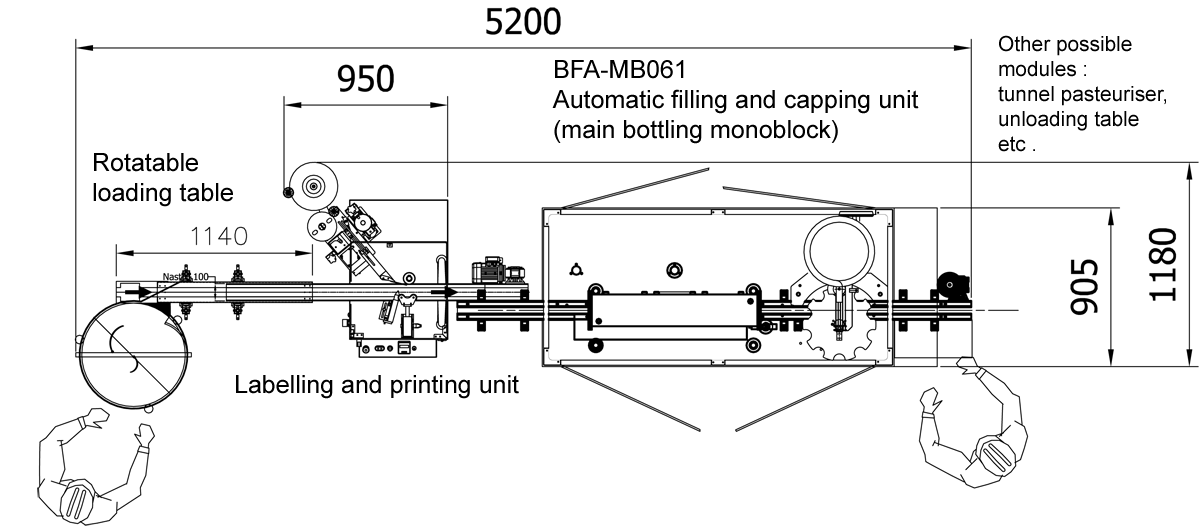
Optional expanding modules :
Bottle labelling unit
Labelling the bottles with self-adhesive paper labels
Thermal printer (date, batch number, expiration date …)
Marking the bottles with variable informations
Rotatable loading table
Manual loading the bottles onto rotatable table which serves as input stack for empty bottles.
Rotatable unloading table
Manual unloading the bottles from the rotatable table which serves as output stack for full bottles.
Optional services :
Services on the place (installation / commissioning / tests / operator training ) …. € 500 per day

The price does not include : transports costs and accomodation of the workers. Will becalculated individualy.
Usually 2 days of travelling and 2-5 days of our work is needed.
Video 1:
Video 2:
General sales conditions
| Delivery time | Usually 60-90 days (to be defined at the Order confirm) |
| Delivery conditions | Incoterms ExWork (Article No. 6) |
| Packing | To be defined (Article No. 7) |
| Installation on site | Not included in price (Article No. 8) |
| Testing of the products on site | Not included in price (Article No. 9) |
| Payment terms | Article No. 9 |
| Validity of the offer | 30 days from the date of the offer |
| Language of instruction manuals | Instruction manuals are available in English. Others languages on demand, in option. |
| Excluded conditions | All that is not wrote in the offer |
Validity of the offer: 30 days from the date of the offer
Producer reserve the right to make modifications to their products, without previous advice anytime, also for sent offers on, if those modifications are necessaries or useful for the correct use and function of the machines.
The Seller (representing the Manufacturer) and the Buyer (below “Customer”) agree that the sale of machines and/or each other product (below “Product”), produced and/or resold from a Manufacturer will be disciplined by the followings conditions:
Article No. 1 (AREA OF APPLICATION)
1.1. Sales Conditions are integrated part of each offer, purchase order and order confirmation of the Seller, for all productson the order.
Article No. 2 (GUARANTEE)
2.1. The Manufacturer guarantees the functionality of the delivered machine, the construction with materials of top quality and the conformity of the products according to the effective dispositions.
2.2. The period of guarantee on the mechanical parts is 12 months (or 4000 hours of operation); moreover they are excluded from the guarantee the mechanical parts that are subject to usual wear, like: sponges, chain, pliers for labels, rubber seal of covers etc.
The period of guarantee on electronic and electrical parts is 12 months (or 2000 hours of operation); moreover they are excluded from the guarantee the parts which may be damaged because of: great differences of voltage, wrong connection, strong jets of water etc.
2.3. The period of guarantee becames operative from the tenth days after advice that the products is ready to be delivered in our stock (if the transport is ensurad by customer) or from date of delivery (if the transport is ensured by the Seller)
2.4. The guarantee loses immediately when the machine is damaged as a result of tampering from non-authorized workers.
2.5. Shipment costs of products, spare parts under warranty, and technical service are not included in this offer.
2.6. The guarantee will be fully susspensed automatically or it will be momentarily suspended if the machine is not yet paid completely or if there are delays in the payment.
2.7 In the case of complaint, the Customer is obliged to indentify and demount the defective part, with the help of distant technical support of the Seller. Then he shall send the defective part or for the exchange or service. Or the Customer can send the whole product (only in the case that the defective part cannot be demounted or identified).
2.8 The Seller is obligated to provide the sufficient cooperation to the Customer, so the Customer will be able to diagnose the defective part of the product. The Seller can ask the Customer to provide the operations, which are necessary for diagnostic and the demounting of the defective part. And the Customer is obligated to provide the required operations according to the Seller’s advices.
2.9 The Customer sends a damaged part for exchange or repair on his own costs to the Seller. The Seller remits the damaged part to the diagnostic specialist and the Seller judges if the complaint is eligible. When the Seller accepts the complaint as eligible, the Seller carries out the repair or the exchange on his own costs.
2.10 If the Seller will not accept the complaint of the item as eligible, the Seller sends the reason of this decision to the Customer in writing. The Seller also sends an offer for non-warranty repair or exchange of the item to the Customer. The Customer will or will not accept the offer for the non-warranty solution of the complaint. In the case that the Customer will accept the offer for the non-warranty complaint, the Seller sends to the Customer the spare on the costs of the Customer.
2.11 In the case of warranty complaint, the Seller will repair or exchange only the parts of product, which are defective, if it is technically possible.
2.12 The Seller does not take responsibility, beside his own product, for any loses and costs on the Customer’s side, which could happen in relation with the defect of the product, whether direct or indirect.
2.13 It is expected from the Customer that he will use the product according to the manual and working guide book, that he will respect the safety instructions and he will carry out a regular maintenance of device according to the appended documents. Disrespecting of these principles by the Customer is a reason to not accept the complaint by the Seller.
Article No. 3 (SAMPLE MATERIALS)
3.1. The offer is completely valid only when all the sample materials planned to use by customer ( bottles, caps …) will be delivered by Customer to the Producer.
3.2. The samples will be delivered in time on demand, all expenses will be at Customer charge.
3.3. The quantity required are at least 8 bottles for each kind of bottles, 100 caps for each kind of caps.
Article No. 4 (REQUIREMENTS ON SAMPLES)
4.1. The samples that will be delivered, will be free from defects and everything that could hinder the performances of the machine. They will have to be in compliance with the drawings and with the samples that Customer supply to the Producer.
Article No. 5 (DELIVERY TERM)
5.1. Usual delivery term is 60 days (excluded August and December) from the date of the order and receipt of the advanced payment.
5.2. Samples, in the quantity indicated at point 3.3., have to arrive at the Manufacturer factory within 15 days after order and advance payment reception. If within this period the Producer doesn’t receive samples, the Customer will be invited to choose if suspend the construction of the machine (with postposition of the delivery date) or to authorize the Manufacturer to proceed with the construction of the machine in respect of the delivery date of the contract. In this case the machine will be ready without equipment for operations with individual types of bottles and labels and the Manufacturer will issue the Invoice deducing the net price of the equipments not ready.
5.3. The machine can be storage in the Manufacturer stock until the arrival of the samples. Starting from this date the Manufacturer will prepare special equipments. In this case the Customer will undersign a document in order that the Manufacturer obtain exception of responsibility for theft, fire, damages of every kind and nature. If the machine will stay in stock of the Manufacturer, the machine will be tested with the equipments. Otherwise the price of the equipments will increased of 10% and the installation on the machine at the Customer’s Factory will be made at “TESTING THE MACHINE” condition below (Article No. 9).
5.4. Every modification to the order can cause a delay in the delivery. Other terms of delivery have to be specify and agreed.
5.5. The date of delivery can be postponed because of delays by force of circumstances beyond the Producer control.
5.6. If the Manufacturer did not receive the payment within the times demanded, it reserves the right to fix a new date of delivery and to inform to the Customer the possible raising of price.
5.7. Delivery terms are not binding but approximative.
5.8. Delay on delivery terms not allows the right on order annullation or on price reduction or on payment refund.
Article No. 6 (PLACE AND DELIVERY TERMS, SUSPENSION OF THE DELIVERY)
6.1. Usual Incoterms condition is EX-WORK.
6.2. The place of delivery is the Manufacturer factory in EU.
6.3. The delivery is directly effected to the Customer or to the courier or to the forwarder. Products are always transported on risk and danger at Customer costs, also if the C&F is arranged in (with derogate to the dispositions of art. 6.1.). This is valid in any case, independently to the kind of transport or/and to who has decided and ordered the delivery. Possible insurances will be stipulated only following Customer request, with expenses at Customer’s charge.
6.4. The missed payment, also if partial, of any supply gives right to Art. 6 (PLACE AND DELIVERY TERMS, SUSPENSION OF THE DELIVERY)
Article No. 7 (PACKING)
7.1 The packing material is not included in this offer.
7.2. At request we send the offer for the packing costs.
Article No. 8 (INTEGRATION THE MACHINE TO EXIST LINE)
8.1. The installation of the machines at a Customer’s factory, and also the integration our machine in an exist bottling line, are always at Customer’s costs and they are excluded from EX-WORK price.
8.2. The installation and the assembly of the machines at Customer’s factory are excluded from EX-WORK price even if the test of the machines will be effected from the Manufacturer technicians (Art. 9).
8.3. Rooms where the machine will be installed, they have to be prepared with required electrical, pneumatic and hydraulic connections.
Article No. 9 (TESTING THE MACHINE)
9.1. All the machines are pre-tested in our factory.
9.2. By demand our technical service will be at disposal at the Customer’s factory at the cost of € 500,00 for each day (applicable to the days of travel, job and inactive wait). All travel, board and lodging expenses will be paid by the Customer. These expenses include also the movement of the technician from and to port, airport, railway station, from hotel (no less than three stars) and place of job. In the case of the technician or the Manufacturer has to pay completely or partly these expenses, they will be paid by the Customer at final balance.
9.3. If the testing on site in the Customer´s factory is ordered and paid, this service will be provided in the presence of persons appointed by the Customer as future operators of the machine. If test is not ordered and paid, the machine will be considered approved without on site tests .
9.4. When the testing is arranged at Customer’s factory, before the arrival of the Manufacturer technician all machines have to be installed and connected in a bottling line, and equipped with necessary electrical and pneumatic connexions. Furthermore an adequate quantity of samples (bottles and labels) have to be at disposal of the technician for the test.
Article No. 10 (OPERATOR TRAINING)
10.1. The customer´s operator training before use the machines is strongly suggested.
10.2. The operator training is free of charge if effected at Producer´s factory. For training at Customer’s factory special conditions for testing the machines are valid (Article No. 9).
Article No. 11 (TAKING OVER OF THE PRODUCTS ORDERED)
11.1. The take over of the products is possible after the fulfilment of the contractual agreements and within 10 days from the date of the advice of ready products.
11.2. In any case, if it is not possible to collect the products in the time requested, the Customer has to meet the payment deadline. In this case products will be stocked in the Manufacturer´s factory for a max of 30 days from advice of ready to expedition date, following the reception from the Customer of a letter to acquit the Manufacturer of the responsibility in case of theft, fire or others damages.
After 31 days from the advice of ready to expedition date the Manufacturer will debit to the Customer the storage expenses, that will be paid before products take over, for the amount of € 50,00 each month or a part of month, for each packing.
11.3. It is agreed that the term of sale come into force from the advise of ready to expedition date. Therefore the Manufacturer will provide to issue the invoice, with the contextual beginning of the agreed term of payment.
11.4. Eventual delays in the payment will involve the increating of the moratory interests, calculated according to the legal rate.
Article No.12 (PAYMENT TERMS)
12.1. To be defined for each order individually.
Article No.13 (CLAIMS AND DEFECTS)
13.1. Claims regarding the quality, defects or anything else issues of the products are not admitted if they are not made directly to the Manufacturer, to the attention of the Quality manager, in writing form, within 20 days from Products reception.
13.2. In any case, each claim, protest and report of issues or circumstances, susceptible to determine the resolution of the contract, they won’t give right to the Customer to suspend or to delay the payments.
Article No.14 (RIGHT OF CANCELATION OF THE ORDERS)
14.1. The Customer can ask the Manufacturer for annulment of the exist order. In any case the Manufacturer has the right to the reimbursement of all the expenses sustained up to the date of the annulment of the order of the Customer.
Article No. 15 (PROHIBITION OF HANDLING THE PRODUCTS)
15.1. Ownership of the products passes to the customer will pass to the Customer only after the total payment of the agreed price.
15.2. The products that are not fully paid will remain of exclusive property of the Manufacturer and it can’t be commissioned, turned on, moved out of customer´s company, sold or removed from the Customer’s establishment, who takes upon himself the obligations of the depositary. The Customer cannot allow the confiscation of products by third person without official declaring the products are still in ownership of the Manufacturer. Up to the full payment of the price, the Customer allows access on demand of the Manufacturer to a building where the machine is installed or stored for the opportune verifications.
15.3. In case of breach of the contract by Customer, the paid instalments will be left to the Manufacturer as title of indemnity, it saves the faculty for the Manufacturer to act for the further damage.
Article No.16 (MODIFICATION TO THE CONTRACT)
16.1. Modification of the contract are valid only if agreed in written form, and signed from both parts.
Article No.17 (JUDICIAL PROCEEDINGS)
17.1. In the event of judicial proceedings, the rights, obligations and claims of both parties will be decided by a court in a European country and city chosen by the manufacturer.
Article No.18 (PRIVACY)
18.1. The Customer gives the consent to the Manufacturer to the treatment of its own data.