

Description

The automatic bottle and cans filling line BCFL-MB1200 is fully equipped filling technology with the production capacity up to 1200 bottles or cans (0,33L) per hour. It consists of these components and blocks :
Recommended basic configuration :
- Automatic monoblock machine for rinsing, filling and closing the aluminium cans
- Set of parts for the rinsing, filling and capping the glass bottles in the main automatic monoblock – the set changes a functionality od the main monoblock machine to use it for operations with glass bottles.
- Special CIP bottle for full cleaning and sanitizing the machine in closed circuit.
- High temperature washing kit for the hot internal cleaning of the machine at 85 ⁰C using a caustic solution.
- Linear labelling unit for application of paper labels on the cans and bottles.
- Photocell to avoid bottle/cans jam out in the labelling unit.
- Coder integrated into the labelling unit to printing the filling day date.
Recommended expanded configuration :
- Automatic monoblock machine for rinsing, filling and closing the aluminium cans
- Set of parts for the rinsing, filling and capping the glass bottles in the main automatic monoblock – the set changes a functionality od the main monoblock machine to use it for operations with glass bottles.
- Special CIP bottle for full cleaning and sanitizing the machine in closed circuit.
- High temperature washing kit for the hot internal cleaning of the machine at 85 ⁰C using a caustic solution.
- Linear labelling unit for application of paper labels on the cans and bottles.
- Photocell to avoid bottle/cans jam out in the labelling unit.
- Coder integrated into the labelling unit to printing the filling day date
- Drying tunnel
- Carton sealing machine with the PVC tape
- Semi-automatic pallet wrapper
- The CIP system
- Rotary table to inserting the cans or bottles.
- Rotary table to full cabs/bottles accumulation before unloading (Ø800mm).
- Conveyor system to connection of all units each other.
The bottle and cans filling line is designed to be operated only with one worker.


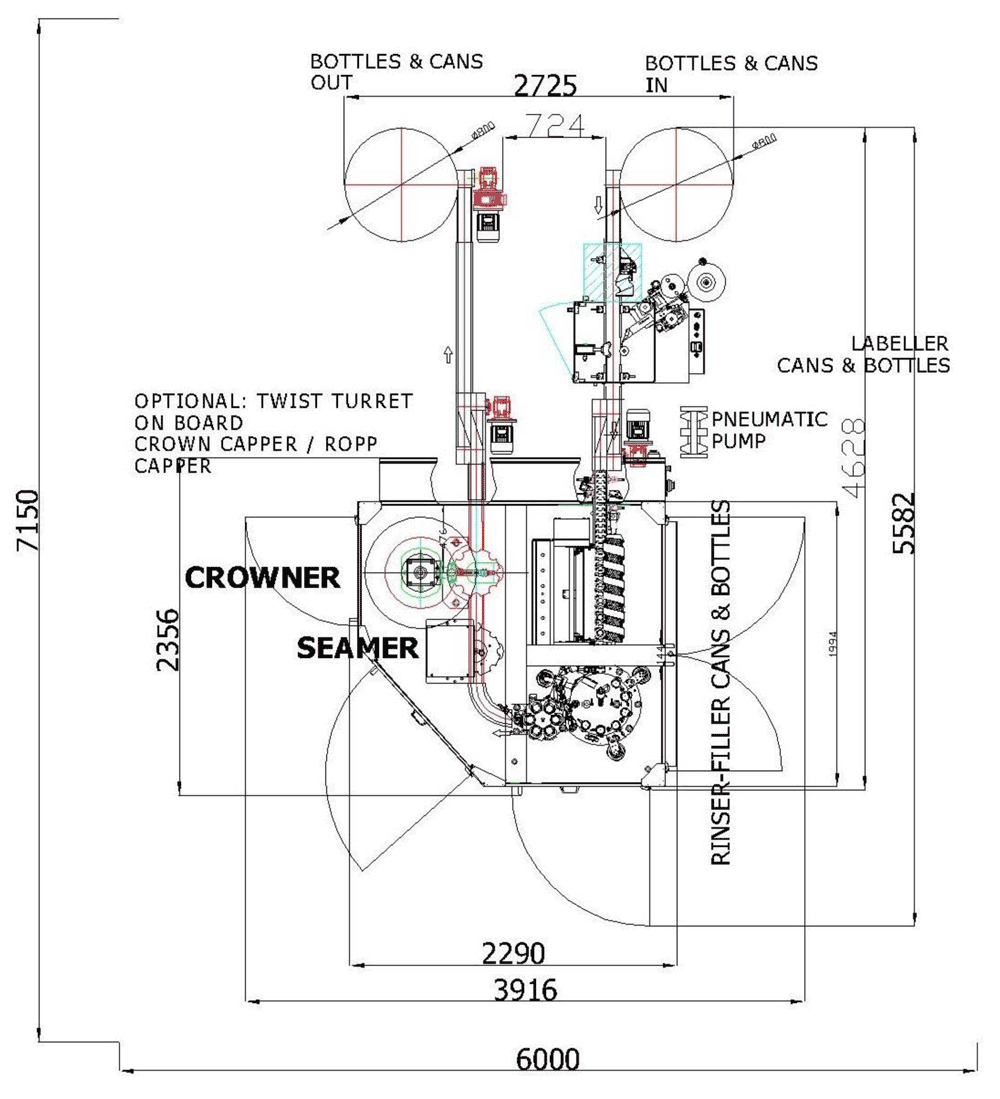
Scheme and dimensions of the fully equipped system for cans and bottle filling:
Technical parameters
- Beverage product: Carbonated beverages like beer, cider, sparkling wine etc.
- Type of bottle: Glass bottles and aluminium cans
- Type of closure the bottles: Crown caps Ø 26 mm or ROPP caps (according to customer´s choice – optionaly both types of the caps)
- Type of closure the cans : Cans seamer
- Number of bottle rinsing positions: 6
- Number of bottle filling valves: 6
- Number of bottle capping heads: 1 + capping head for cans (cans seamer)
- Rinsing system: by water – with single stage water treatment
- Filling system: electropneumatic, isobaric filling valves
- Filling temperature: 0-2°C
- CO2 content: Max 5,5 g/lt.
- Pressure: Max: 2.0bar – 2.5bar
- Bottle standard dimensions: Diameter min. 50mm/max. 100mm, height min. 180mm/max. 340mm
- Machine rotation: Clockwise
- Speed adjustment: electronic, by frequency inverter
- Photocells with automatic start/stop system: positioned at inlet and exit
- Recommended minimal floor space : L x W : 8000mm x 6000mm
- Output capacity: up to 1200 bph (bottles 330ml) / up to 960 bph (bottles 500ml)
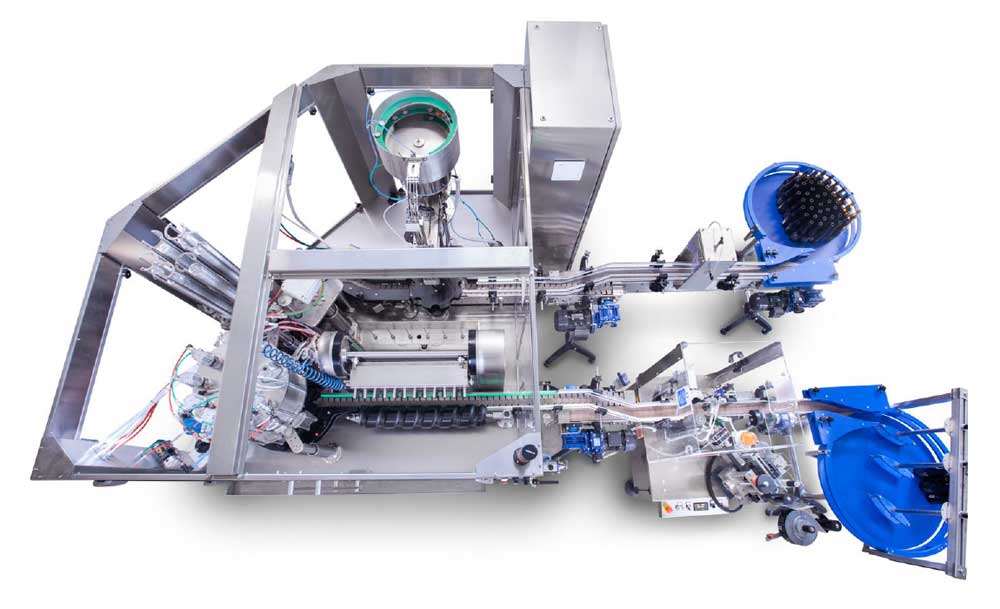
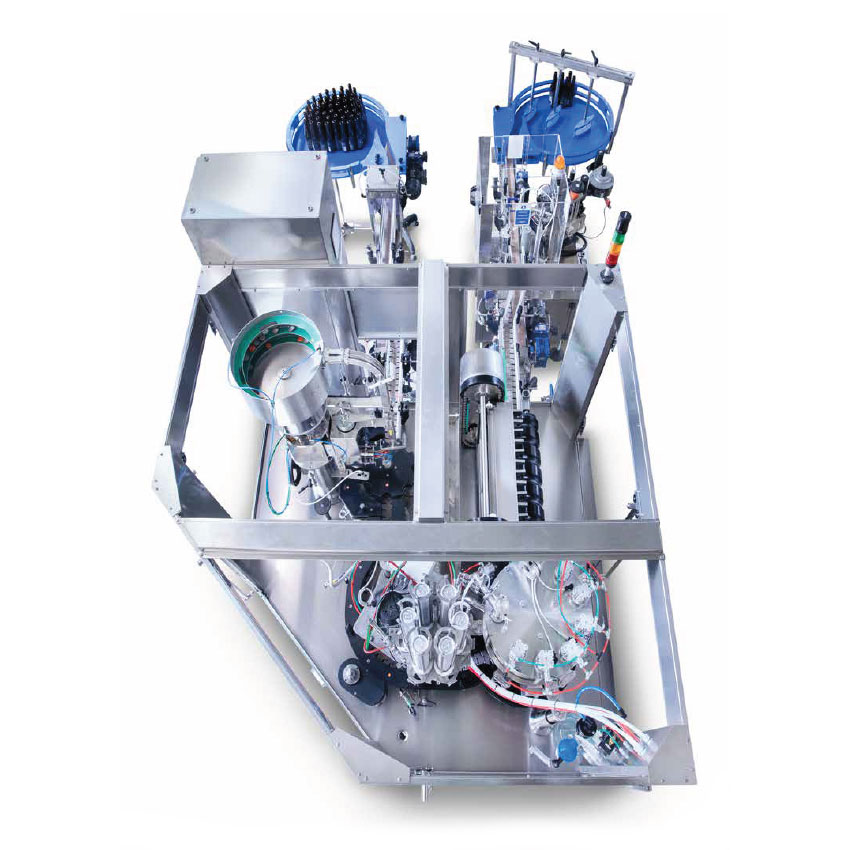
The bottle/can filling line consists of these main units :
I. Automatic monoblock for the rinsing and filling the bottles/cans
A high quality monoblock machine designed to rinsing and isobaric filling the aluminium cans or glass/aluminium bottles. Long lifespan thanks to our special double degassing of oxygen, with six electropneumatic filling valves for the rinsing and filling processes.
Operation capacity:
– Up to 960 pcs of the 0.5 lt bottles per hour
– Up to 1200 pcs of the 0.3 lt bottles per hour

The machine includes :
- 6-valves rinsing unit for the bottles and cans
- 6-valves filling unit for the bottles and cans
- Lids applicator for the cans
- Seamer for closing the cans
Main features:
Rinsing unit :
- Rinsing unit, supplied with six grippers with standard fixed nozzles.
- The cans/bottle gripper pads can be easy extra-rapid assembles and disassembled.
- The cans/bottle rinser modul is supplied with a single stage rinsing water treatment
- Electro-valve to automatic control the rinsing fluid. The valve stops the reatment fluid flow every time the machine stops and starts it at the machine re-starting.
- Manual turret height adjustment
Filling unit :
- Counter-pressure filling unit, supplied with six electropneumatic valves suitable for filling beer into glass bottles and into alluminum cans
- Manual filling turret height adjustment for use the turning turret for seaming cans
- The filling turret has a tank with a mirror polished internal surface and a level control probe
- Filling level accuracy +/- 2mm
Cans seamer :
- Inlet for rinsing water and CO² provided with globe valves made in stainless steel.
- Product inlet complete with pneumatic butterfly valve.
- Panel with s/steel manometer and pressure regulation for lifting jacks and counter pressure in the upper tank.
- Upper tank provided with stainless steel manometer and thermometer.
- Vacuum gauge on the vacuum tank.
- User friendly Omron 7” colour HMI touchscreen control panel & PLC
- 3 color light LEDs for status indication.
- Hugely improved design with many new and enhanced features including:
- Faster filling cycle
- Integral brushless electronic operation, for more accurate positioning of cans and faster servicing
- User friendly Omron 7” colour HMI touchscreen control panel & PLC
- Total control of cycles of machine through interactive touch screen
- IoT Smart Device: Full internet connection for remote technical diagnosis and assistance
- Easy visibility and access from all sides via transparent opening doors for easy maintenance
- Flexibility to fill any size of aluminium cans
- Easy and rapid cans format changeover
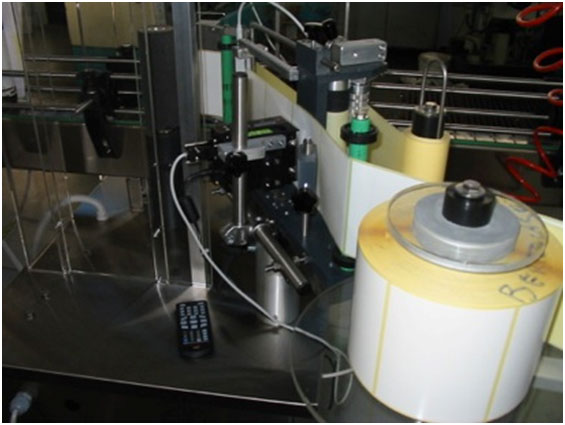
II. Automatic machine for the labelling the bottles

Automatic bottle labelling unit for applying self-sdhesive labels. Automatic linear labelling machine equipped to apply one self adhesive label on glass bottles. For bottles with maximal diameter 300mm.
Capacity up to 1500 bottles per hour.
- Label minimum length: 10 mm
- Label maximum length: 130 mm
- Label minimum height: 10 mm
- Label maximum height: 80/120/160/240 mm
- Container minimum diameter: 40 mm
- Container maximum diameter: 130 mm
- Container minimum height: 150 mm
- Container maximum height: 370 mm
Base Frame and General Structure
- The support frame is made of welded steel profiles and is equipped with height adjustable feet.
- The top surface is a carbon steel plate, covered with AISI 304 stainless steel metal sheet.
- Inspection is possible through side doors and frame side skirting clad with AISI 304 stainless steel plate.
- Standard machine colour: RAL 7038.
- Machine prearranged to install a second labelling station in the future.
Self-adhesive labelling station
Machine equipped with one self-adhesive labelling station installed on vertical slides easy adjustable composed of:
- Stepping motor
- Drive and control microprocessor pre-disposed to operate the printing unit (optional)
- Dragging rubber roll with contrast roll mounted on springs
- Labelling tongue for labels of 80/120/160/240 mm height
- Supporting reel plate Ø 320mm equipped with unwinding shaft
- Motorized labeller paper re winder
- Bottles detection photocell
- Label detection photocell
- Drive buttons included in the group
- Box containing drive and electrical parts in stainless steel, with open able access panel complete of lock general switch
- Manual adjustable stainless-steel support system, complete of digital indicator for an easy adjustment
- Maintenance and lubrication easy and short time requiring due to the high quality of components and materials used
- The machine has been designed to have maximum accessibility for cleaning and debris removal purposes
Safety guards
- Safety guards are present along the whole base frame perimeter.
- Guards are made in AISI 304 stainless steel with transparent material windows. Openable doors are fitted with interlock type micro-switches.
- Main gear box is of crown-screw worm type and oil bath lubricated.
- Feed screw transmission systems are complete with safety electro-mechanical clutch devices to stop the machine in case of bottle jamming.
Wiping system
- Labels wiping by sponge rollers.
Machine control system
- Pneumatic plant is complete with pressure regulation unit, air filter and air lubricator.
- Main electrical panel, waterproof type, is integrated in the machine structure.
- All machine controls and status/signal lights are centralized on a single operator panel, complete with removable push-button station (emergency stop + pulse motion buttons).
- Machine infeed automatic closure in case of bottles build-back at discharge side.
- All electric and pneumatic power and control circuits are built in accordance with the latest applicable international standards.
Anticorrosion treatment
- Use of materials not subject to corrosion as stainless steel, not-ferrous alloys and plastic materials.
- Carbon steel parts undergo an anticorrosion treatment by multicoating epoxy painting.
DATE CODER
- Display : 2,8″ full color LCD
- Plug´n Play design : Hewlett Packard TIJ 2.5 printing technology
- Printable images : Alphanumeric , logo, date/time, expiry date
- Printable lines : 1,2,3,4 lines. Total line heigh is limited to 12.7 mm
- Conveyor speed : 76 meters per minute


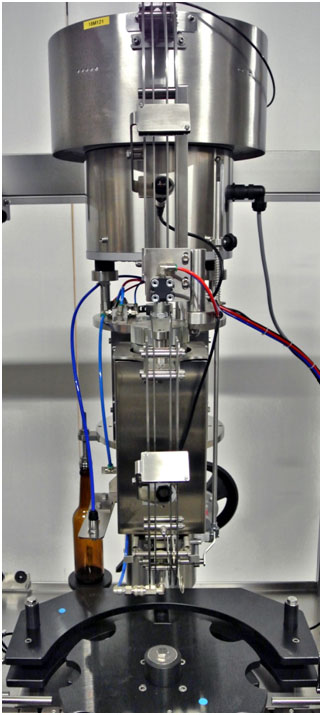
III. Automatic machine for the capping the bottles
The one-head automatic capping unit with maximal throughput 2.700 bottles per hour, is suitable for the application of aluminium caps on cylindrical glass bottles with diameter between 30 mm and 115mm and height from 160 to 355mm.
The crown caps (or optionally other types of the caps) are dosed through automatic vibration feeder directly on the bottles.
The capping head is operated by an electrical motor mounted on a slider with expansion pulley allowing increase or reduce the rotation speed of the threading head sinking on the caps to be closed through a special plastic cam working at the centre. Therefore distributing the loads is in a balanced way and guaranteeing a long life.
The change of the parts and the height adjustment are rapid and simple, the head lifting is mechanical and happens manually through a hand-wheel operating on the endless screw reducer; special safety devices stop immediately the machine in case of problems to avoid breakages the bottles and any other anomalies.
- Capping the bottles with crown corks on the pneumatic capping turret equipped with the large capacity crown caps feeder
- Capping the cans with aluminium caps on the rotary seamer
- Automatic vibrating sorter, made of AISI 304 stainless steel; equipped with device for monitoring caps level in the stack
- Chute equipped with cap presence monitoring device, made of AISI 304 stainless steel
- Capping head with pressure-closing cone for permanent crown cap deformation.
- Device to removing beer foam before capping – it removes oxygen from the bottle neck.
Optional equipment (prices on request) :
- Revolving unit with two types of heads mounted on the same turret.
- Special heads for : screw corks, mushroom corks, wine corks, plastic caps.
IV. Rotary tables for the manual loading and unloading the bottles/cans

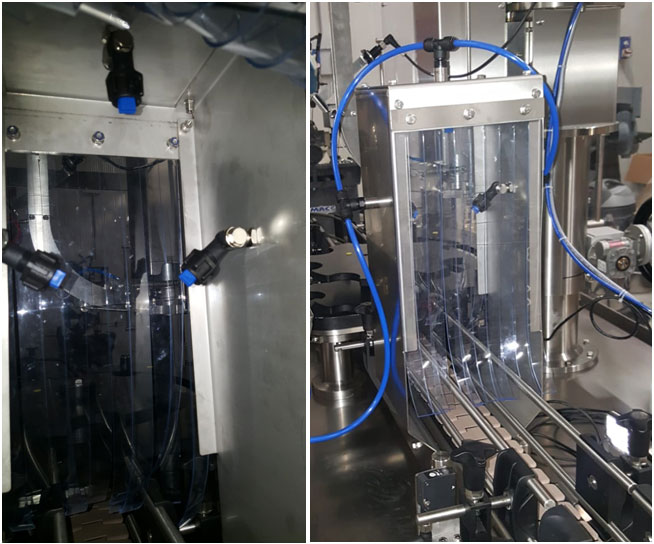
V. Conveyors for transporting the bottles/cans between all units
- The complete conveyors set made in AISI 304 stainless steel, with wear-proof plastic rollers and sliding profiles.
- Table top type conveyor belt, AISI 304 stainless steel (or Delrin) made.
- Bottles are guided by stainless steel plus plastic contact profiles side guard-rails, adjustable in width.
- Infeed device to space out the bottles/cans by pneumatic lever.
- Infeed device to center the bottles/cans before every operations with micrometric adjustment in width by hand wheel.
- Device to stabilize the bottles/cans during the labelling and wiping with micrometric adjustment in height by hand wheel with synchronized speed to the one of the conveyors.
- The infeed gate lock device can be manually or automatically operated.
1st operation : Loading the bottles or cans on the infeed rotary table (may be replaced with a infeed conveyor)
The cans and bottles are manually loaded on the rotary input table, then they are automatically transported with a conveyor to the main monoblock to be ready for the rinsing, filling and capping .
The input rotary table may be optionally replaced with a conveyor that transportes the bottles and cans from other machine.
- Infeed rotary table for manual loading the bottles and cans – diameter 800 mm

2nd operation : Labelling the bottles (and cans, if is needed)
The cans and the bottles are transported with the conveyor to the labelling unit to applying self-sdhesive labels.

3rd operation : Rinsing the bottles or cans on the rinsing turret equipped with six grippers
The cans and bottles are spaced by an infeed snail to allow the rinser’s pincers to pick them up.
Once the cans or bottles are in the correct position , they are picked up by the pincers and upturned to the rear section of the rinser, where they are rinsed with the water jets.
The drain water is collected via a collector under the jets, and the then may be drained away or recycled, filtered and re-used as required (optional kit extra is needed).
After the rinse cycle is completed the bottles and cans are re-positioned onto the conveyor belt and the infeed snail moves them over towards the filling unit.



4th operation : Filling the cans and bottles on the filling unit equipped with electropneumatic counterpressure valves
The filling unit is suitable for counter pressure filling the bottles and cans with carbonated beverages, with CO² flushing, with a counterpressure up to 3 bars.
The feeding mechanism works in a linear step -by-step mode and moves six bottles or cans one after the other inside the filling unit to be positioned one bottle/can to each filling valve.
When all six bottles/cans have reached their correct filling position, the pneumatic cylinders under each valve lift the bottles/cans and put them in direct contact with the filling valves, sealing the neck.

Phases of the bottle filling process (valid also for cans)
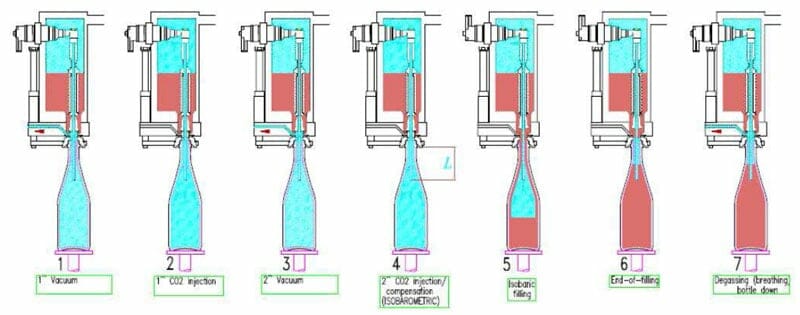
| 1st phase | First pre-vacuumation | After the lifting of the bottle, the vacuum pump starts - exhausting air from bottle |
| 2nd phase | First CO2 injection | The vacuuming pipe is closed and the injection of CO2 starts - filling bottle with CO2 |
| 3rd phase | Second pre-vacuumation | The valve for the CO2 closes and the vacuuming pump starts - exhausting CO2 from bottle |
| 4th phase | Second CO2 injection | The vacuum pipe stays open for a very short time while the CO2 is opening and then it is closed |
| 5th phase | Filling the beverage | When the pressure inside the bottle is the same as the pressure in the upper filling tank the filling valves is open and the filling process of the bottle starts |
| 6th phase | End of filling | When the filling of the bottle is finished, after a short pause, the snift is open for degassing of the bottle |
| 7th phase | Degassing | The electro mechanical valve opens and degasses the bottle |
All of the above mention cycles are adjustable and recordable in the PLC so that they can be verified and used in future.
5th operation : Capping the bottles and cans
- Capping the bottles with crown corks on the pneumatic capping turret equipped with the large capacity crown caps feeder
- Capping the cans with aluminium caps on the rotary seamer
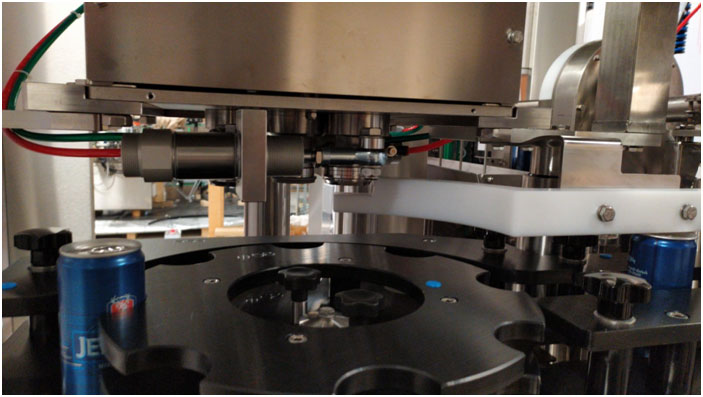

 Once filled the cans are moved away from the filling star-wheel and transported by the bottle conveyor to the cans seamer.
Once filled the cans are moved away from the filling star-wheel and transported by the bottle conveyor to the cans seamer.
During this journey a lid dispenser positions one lid on each can that passes underneath it.
Just before picking up the lid it is possible to add a fobbing device to eliminate any air inside the neck of the can (optional).
In the upper part of the lid distributor there is a revolving turret with 6 lid feeding cylinders. The cylinders can be removed and refilled as the lids are used up. The cylinders are filled up off-line ready to be installed rapidly at intervals. Each cylinder can hold up to 300 lids each, offering approximately one hour of total autonomy of production with all 6 full cylinders.
Extra kits of stainless steel cylinders are available as optional equipment to reduce stoppage time between refills.
When the can with the lid (now in a correct position), is under the cans seaming head, a pneumatic piston lifts the can up, while the two seaming rollers move in to seal the can end to the can body.
Now the can is ready for packing.
6th operation : Washing the full bottles/cans
The full bottles/cans are washed to remove residual foam from the outside of the bottles/cans.
7th operation : Unloading the full bottles or cans from the outfeed rotary table (may be replaced with an outfeed conveyor)
The cans and bottles are manually unloaded from the rotary output table.
The output rotary table may be optionally replaced with a conveyor that transportes the full bottles and cans to an other machine.

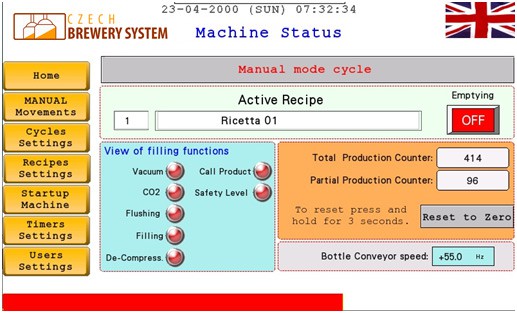
Control panel (touch display) :
Remote assistance via internet service
Interactive HMI interface on OMRON PLC for onsite production progress monitoring, production management & control and remote assistance.
The system allows our technician to be directly in contact with our customers in case of problems.
The bi-directional communication between the machine and remote system permit to see in real time if the operator is working in the correct way on the touch screen, and can be used to control the machine from our side for real time intervention (if necessary, for customer´s demand).
Price list :
BASIC CONFIGURATION
|
|
| DESCRIPTION |
PRICE IN EURO |
| HYBRID EPV 6611 Automatic monoblock with the rinsing unit, filling unit, cans closing unit, including parts for one format of the cans + parts for one format bottle and crown caps Ø26mm | On demand |
| Bottle capping unit now included in the monoblock with parts for one bottle format and Ø26mm crown cap | On demand |
| Dummy bottles/cups for the CIP process – for cleaning the bottle/can filling valves | On demand |
| High temperature washing kit at 85 ⁰C – for CIP hot caustic solution for the internal cleaning | On demand |
| Set of the replaceable parts for adaptation of the rinsing unit to use with the bottles – bottle grippers | On demand |
| Set of the replaceable parts for adaptation of the rinsing unit to use with the bottles – infeed worm roller | On demand |
| Set of the replaceable parts for adaptation of the filling unit to use with the bottles – filling valves | On demand |
| Set of the replaceable parts for adaptation of the filling unit to use with the bottles – star wheel | On demand |
| Filling pipe set for one format of the glass bottles | On demand |
| Price of the HYBRID EPV 6611 machine in the standard configuration without the labelling unit : (rinsing unit, filling unit, can capping unit, bottle capping unit + basic accessories) | On demand |
| Linear self-adhesive labeller for wraparound label application on cans or bottles (optional) |
On demand |
| Alarm for end of label reel | On demand |
| Traffic light signal for work in conjunction with alarm | On demand |
| Inkjet date coder integrated into labeller | On demand |
| Price of the HYBRID EPV 6611 machine in the standard configuration with the labelling unit : (rinsing unit, filling unit, can capping unit, bottle capping unit + labelling unit + basic accessories) | On demand |
| Drying tunnel | On demand |
| Blower for the drying the top of the cans and bottles | On demand |
| Blower for the drying the bottom of the cans and bottles | On demand |
| Rotation of the cans and bottles during drying phase using a dual chain at different speeds | On demand |
| Carton sealing machine with the PVC tape | On demand |
| 2000 mm carton idle rollers infeed for carton packing | On demand |
| Idle extendable rollers for finish packing accumulation from 1500mm to 4500mm | On demand |
| Semi-automatic pallet wrapper | On demand |
| The CIP system | On demand |
| Conveyor system | On demand |
| Drip trays | On demand |
| Bi-directional can accumulation table 2000x1055mm (without automation) | On demand |
| Automation of bidirectional table with control panel & sensors for automatic loading/unloading of the bottles and cans | On demand |
| Total EXW price of the recommended expanded configuration | On demand |
| OPTIONS FOR THE MAIN MONOBLOCK (RINSING UNIT, FILLING UNIT, CANS SEAMER) | |
| DESCRIPTION | PRICE IN EURO |
| ROPP capping unit – one format 28×15 ROPP (instead the crown capping unit) | On demand |
| Non-return valve for a beverage inlet line | On demand |
| Spare seals for the six filling valves | On demand |
| Fobbing device prior to lid application – hot water to be supplied by the client | On demand |
| Spraying device after the cans/bottle capping operation to wash exterior surface of the cans/bottles free of excess foam | On demand |
| Modem with the Ethernet connection for remote software assistance | On demand |
| Set of parts to handle with additional cans format (different diameter) | On demand |
| Six additional filling level pipes – required for each additional cans/bottles filling level | €On demand |
| Parts in contact with the product in stainless steel AISI 316 for handling with cider | On demand |
| Automatic self levelling | On demand |
| Replaceable parts for handling with different can lids: cans end magazine, distribution unit, cans seaming head | On demand |
| Pneumatic stainless steel diaphragm pump with the input pipe connections | On demand |
| Liquid nitrogen doser before can lid distribution (necessary for non-carbonated products filling) | On demand |
| Closed circuit rinsing with buffer tank, filtration system & product relaunch pump (for rinsing with peracetic acid) entry level specifications for 20 liters tank | On demand |
| OPTIONS FOR THE BOTTLE CAPPING UNIT | |
| DESCRIPTION | PRICE IN EURO |
| Parts to handle with additional format diameter bottles | On demand |
| Caps level monitoring device in the caps feeding bowl | On demand |
| Device to detect the presence of the cap on the bottle at the exit of the machine | €On demand |
| Injection of CO² into the neck of the bottle before the capping with a crown | On demand |
| Parts to handle withcrown corks of 29mm diameter | On demand |
Optional services :
I. Installation work on the place …. call for price

The price is valid for all countries of the European Union. The price includes five days work (+ two days travelling) of two specialists on the place – assembling and start up of the equipment.
The price does not include : transports costs and accomodation of the workers. Will becalculated individualy.
II. Installation work ensured by customer (with our remote assistance) …. call for price
Do you want to save your money ? Are you technically skilled and not afraid of challenges? Do your country’s hygienic restrictive regulations not allow a visit of a specialized technician from a foreign country? Don’t be afraid to use the remote assistance service.
How is the installation of the filling line by our customer, using our remote assistance?
1.) The customer positiones all the machines and connects them to power guided by our checklist.
2.) Once photos were sent of the completion of the preliminary phase we proceeds with the start up and commissioning.
3.) First we connects the PLC of the machine via internet to our service console in our factory — this allows our service manager to view and control your PLC on a remote screen, as if he was in front of the machine in person.
4.) We then organise a Microsoft Teams conference call, with one your worker holding the camera, and the others working around the our technician´s instructions.
5.) After only 3-5 days setting up and configuring, first full glass bottles or cans will leave your filling line.
Video :










Reviews
There are no reviews yet.