


OPIS

Półautomatyczny system sterowania z pełną kontrolą za pomocą dotykowego wyświetlacza LCD dla warzelni Breworx Classic, Lite-ME, Tritank 150L-1000L (możliwość rozbudowy do systemu w pełni automatycznego)
BHSA-1 to półautomatyczny system sterowania warzelnią ze wsparciem komputerowym. Wszystkimi zaworami można sterować za pomocą dotykowego panelu LCD, kilka operacji sterowanych jest automatycznie – według zadanego programu.
Ten system sterowania współpracuje z naszymi warzelniami Breworx Classic, Breworx Lite-ME i Breworx Tritank o pojemnościach nominalnych od 150 do 1000 litrów.
Półautomatyka zaparzacza dostarczana jest w ramach warzelni, ale nie jest wliczona w jej cenę podstawową.
Tryb ręczny / tryb półautomatyczny
Półautomatyka zaparzacza może pracować w dwóch trybach:
- Tryb sterowania ręcznego – wszystkimi funkcjami i krokami steruje się ręcznie na dotykowym panelu LCD
- Tryb sterowania półautomatycznego – wszystkimi funkcjami i krokami steruje się na dotykowym panelu LCD, ale kilka kroków steruje się automatycznie, zgodnie z wybranym programem i ręcznie wprowadzonymi parametrami.
Poziom uprawnień użytkownika można ustawić na ekranie dotykowym. Eliminuje to możliwe błędy popełniane przez niewykwalifikowanych operatorów.
Częścią systemu jest pomiar przewodności roztworów (wartości pH) za pomocą wbudowanego konduktometru i zapisywanie wartości w dzienniku, dzięki czemu możliwe jest retrospektywne sprawdzenie, czy jakość dostarczanej wody odpowiadała wymaganym parametry. Możliwe jest również sprawdzenie jakości stosowanych roztworów dezynfekcyjnych.
W trybie półautomatycznym operator może w prosty i szybki sposób ustawić dokładną ilość wody i jej temperaturę wlewaną do zbiornika zacieru oraz maksymalnie 6 różnych etapów podgrzewania do żądanej temperatury (°C) na dotykowym wyświetlaczu LCD. System PLC zestawu zaparzającego steruje również pompą warzelni, dzięki czemu operator może z łatwością ustawić, ile litrów płynu i z jaką prędkością chce przepompowywać z jednego pojemnika do drugiego. Na przykład, gdy operator ma zamiar przepompować część zacieru ze zbiornika zacieru do zbiornika filtrującego podczas procesu zacierania brzeczki.
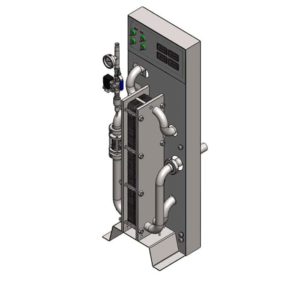
Pompa maszyny do parzenia brzeczki jest wyposażona w przepływomierz indukcyjny podłączony do sterownika PLC warzelni. Na wlocie wody i pary do warzelni brzeczki zamontowane są zawory proporcjonalne, dzięki którym możliwa jest tak precyzyjna regulacja temperatury podgrzewania, aby nie występowały wahania temperatury powyżej temperatury zadanej, a prędkość nagrzewania można dobierać za pomocą operatora w ustawieniach parametrów. Wszystkimi funkcjami steruje się za pomocą wyświetlacza dotykowego. Wszystkie pozostałe zawory i przepustnice są pneumatyczne i obsługiwane ręcznie przez obsługę browaru na dotykowym panelu LCD.
Praca ze sterowaniem automatycznym
W trybie półautomatycznym możliwe są następujące automatyczne kroki (są programowane, ale można je również wykonać ręcznie):
1: Automatyczne napełnianie zbiornika zacierającego wodą : Napełnienie określoną ilością wody o dokładnej temperaturze przy użyciu baterii mieszającej sterowanej regulatorem PID. Automatyka steruje zaworami proporcjonalnymi ciepłej i zimnej wody.
2: Automatyczne zacieranie : Automatyczny wzrost temperatury i przerwy podczas podgrzewania zacieru w pojemniku do zacierania. Zacier w zbiorniku zacieru podgrzewany jest do żądanej temperatury i pozostaje w tej temperaturze przez zaprogramowany czas. Następnie maszyna przechodzi do kolejnego kroku, gdy zacier w zbiorniku zacieru zostaje podgrzany do wymaganej temperatury i utrzymuje się w tej temperaturze przez zaprogramowany czas. W ten sposób możliwe jest zwiększenie do 5 kroków dla różnych temperatur i przerw.
3: Automatyczne filtrowanie brzeczki (proces separacji śruty słodowej): Istnieje możliwość regulacji prędkości filtrowania brzeczki, w tym dozowania wody zraszającej o zadanej temperaturze, według zadanych parametrów, z możliwością automatycznego obniżenia wysokości mieszadła nożowego i cięcia górną część osadu słodowego podczas filtrowania brzeczki przez osad śruty słodowej. Jednocześnie można regulować prędkość i wysokość mieszadła nożowego. System zbudowany jest na zasadzie regulatorów PID, gdzie kontrola natężenia przepływu brzeczki steruje prędkością pompy zasilającej brzeczkę, a podciśnienie kontrolowane jest przez czujnik podciśnienia, co ogranicza wzrost prędkości pompy podczas filtracji brzeczki i przy jednocześnie pomaga w odcięciu górnej części osadu zasypki słodowej w celu uzyskania wyższej wydajności ekstraktu.
4: Automatyczne zawirowanie brzeczki (proces separacji chmielu): System mierzy temperaturę na wylocie brzeczki za chłodnicą płytową i wykorzystuje regulator PID do regulacji prędkości pompy, tak aby utrzymana została ustawiona temperatura na wylocie brzeczki za chłodnicą. Jednocześnie mierzona jest temperatura wody na wylocie i regulacja przepływu za pomocą zaworu proporcjonalnego, tak aby utrzymać stałą temperaturę wody na wylocie i jednocześnie zaoszczędzić ilość wody chłodzącej.
5: Automatyczna kondensacja oparów pary: System został opracowany w taki sposób, że w każdym zbiorniku, po osiągnięciu temperatury wyższej niż 95°C, wentylator pary wylotowej uruchamia się automatycznie. Wentylator odsysa opary i jednocześnie reguluje przepływ wody chłodzącej za pomocą zaworu proporcjonalnego, tak aby temperatura wody wyjściowej utrzymywała się na stałym poziomie 80°C, jednocześnie oszczędzając ilość wody chłodzącej.
Sterowanie operacjami i procesami w przypadku wyboru półautomatycznego systemu sterowania:
| Procesy automatyczne | Procesy ręczne |
| Napełnienie zbiornika zacierającego i zbiornika filtrującego wodą (objętość, temperatura) | Mielenie słodu |
| Cykle ogrzewania | Dozowanie słodu |
| Przerwy na scukrzanie | Operator musi przeprowadzić chemiczne testy scacharyzacji |
| Tłuczenie na papkę | Operator musi potwierdzić, że pompowanie zostało wykonane pomyślnie |
| Filtracja | Operator musi potwierdzić, że filtracja została pomyślnie przeprowadzona |
| Wrzenie brzeczki (czas, temperatura) | Dozowanie chmielu podczas gotowania brzeczki |
| Wirowanie brzeczki | Operator musi potwierdzić, że zawirowanie brzeczki zostało pomyślnie wykonane |
| Brzeczki chłodzące i napowietrzające | Operator musi potwierdzić, że chłodzenie brzeczki zostało pomyślnie wykonane |
| Wyrzucanie resztek słodu ze zbiornika filtrującego | |
| Płukanie i odkażanie warzelni |
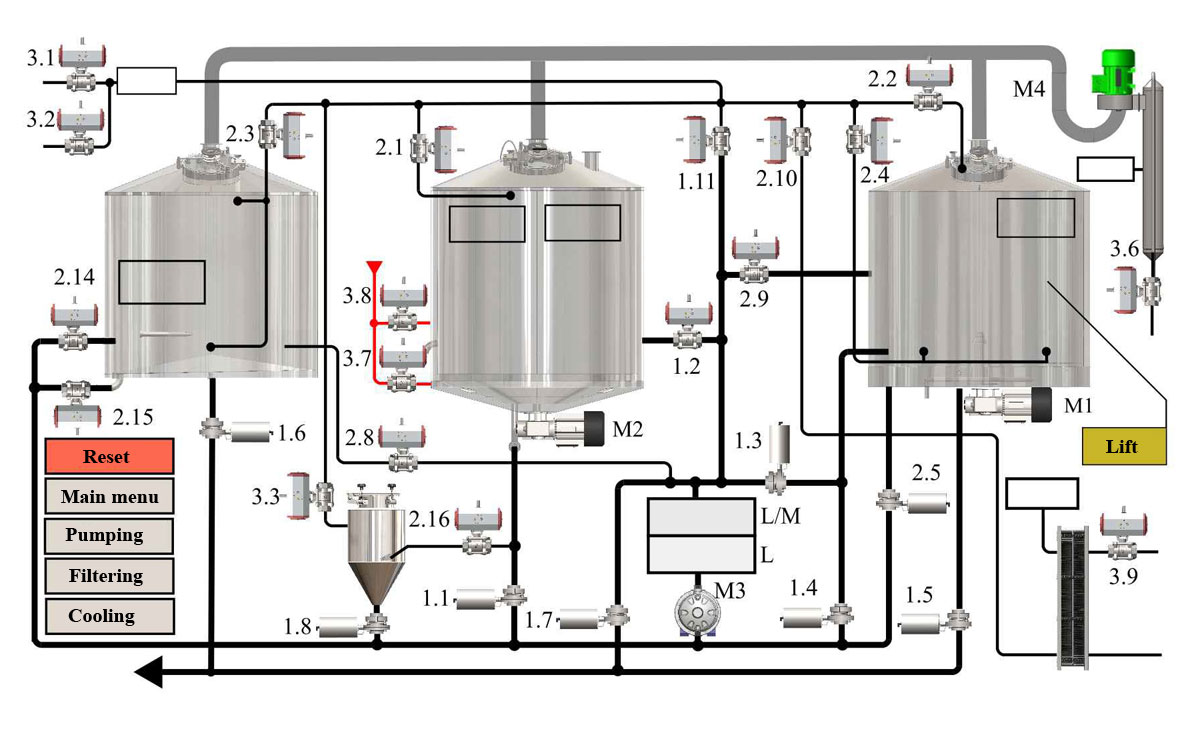
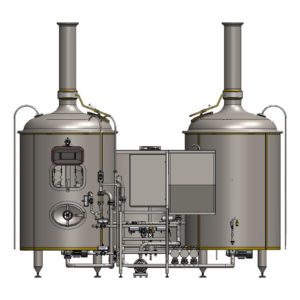
Półautomatyczny system sterowania maszynami do warzenia brzeczki Breworx Classic:
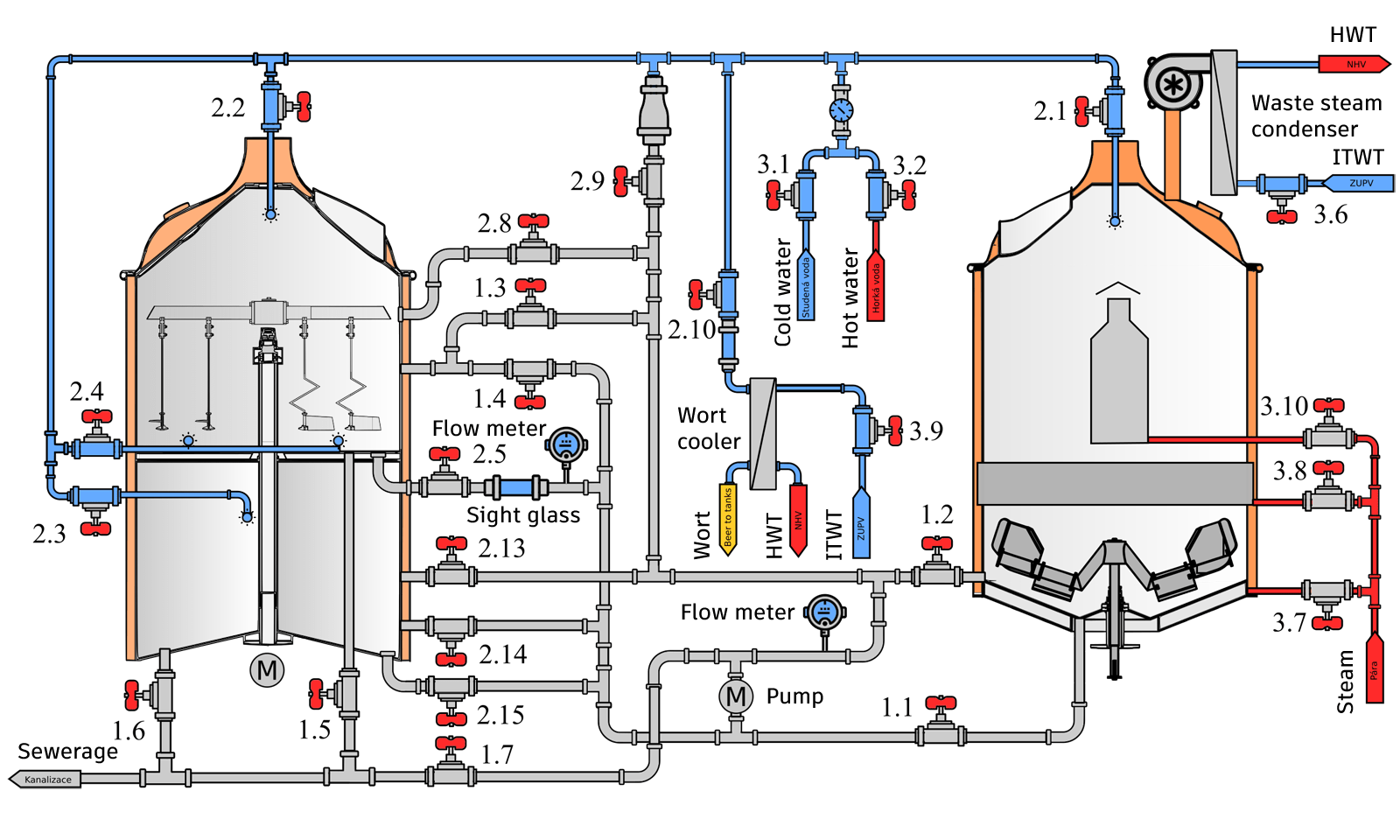
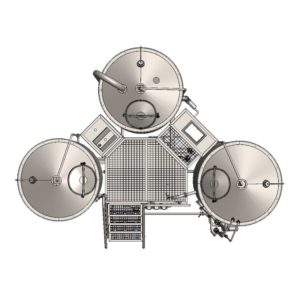
Półautomatyczny system sterowania maszynami do warzenia brzeczki Breworx Tritank:

sprzęt komputerowy
Elektryczna tablica rozdzielcza
W pełni wyposażona rozdzielnia elektryczna 800×1000, stal nierdzewna AISI 304, wyłącznik główny, elementy sterujące, elementy zabezpieczające.
System sterowania Siemens S1200, panel dotykowy Weintek 10″
1x przetwornica częstotliwości Siemens 2.2 kW
2x przetwornica częstotliwości Siemens 1.5kW
1x stycznik 300W
Bezpieczeństwo operatora zapewnia wyłącznik awaryjny
Deklaracja zgodności, dokument dotyczący testów elektrycznych i pomiarów
Maszyna do warzenia brzeczki
1x serwonapęd 24VDC
5x pomiar temperatury
2x zawór pneumatyczny
5x zawór proporcjonalny 24VDC – 0-10V
1x przepływomierz indukcyjny
1x wodomierz 1l/impuls
1x czujnik podciśnienia 0/1
Wymiary
Szerokość 271 mm, wysokość 212 mm, głębokość 50 mm
1,4 kg
Granice operacji
Temperatura robocza: 0 - 45 ° C
Temperatura składowania: -20 - 60 ° C
Wilgotność: 10 - 90% st 40 ° C bez kondensacji
Wibracja: 10 - 25 Hz, maks. Przeciążenie 2 G
Standardowy sterownik PLC: Mitsubishi FX3U 
FX3U jest najsilniejszym procesorem rodziny FX. Ta seria łączy zalety kompaktu z elastycznością modularnego systemu sterowania i jest również jednym z najszybszych systemów, z cyklami tylko mikrosekund 0.065 / instrukcji logicznych.
Opcjonalny sterownik PLC: Siemens Simatic S7-1500
SIMATIC S7-1500 – maksymalna produktywność i wydajność. Oferujemy ten system PLC jako opcjonalne rozwiązanie dla naszych wymagających klientów.
Zaawansowane systemy SIMATIC S7-1500 charakteryzują się najwyższą wydajnością. Przeznaczone są do sterowania maszynami średniej wielkości i wymagającymi aplikacjami, które wymagają maksymalnej wydajności, niezawodnej komunikacji, elastyczności i funkcji technologicznych.

Armatura
 Zawory pneumatyczne do układu dystrybucji urządzeń wrzących
Zawory pneumatyczne do układu dystrybucji urządzeń wrzących
Zawór ZA 24-EE55 / ZA 26-EE63 / ZA 23-EE55
Rozmiar gwintu ¾ "(DN20)
Uszczelnienie PTFE
Min. temperatura - 30 ° C
Max. Temperatura 180 ° C
Ciśnienie minimalne i maksymalne 0 - listwa 16
Min i Max ciśnienie robocze 6 - listwa 8
Waga: 2, 355kg
Zawór wykonany jest ze stali nierdzewnej klasy 1.4408
 Zawory pneumatyczne do układu kręgosłupa urządzeń warzących
Zawory pneumatyczne do układu kręgosłupa urządzeń warzących
Zawory wyposażone są w siłowniki pneumatyczne.
Niezaprzeczalną zaletą zaworów AWH jest obudowa łożyska minimalizująca zużycie osi, dzięki czemu zawory są bardzo trwałe.
W przesyłce znajdują się wszystkie certyfikaty zatwierdzania i testowania zużytych materiałów, takich jak EHEDG, ATEX, APZ 3.1 zgodnie z normą DIN EN 10204, FDA i przepisami ES 1935 / 2004
 Złącze zaworowe FESTO terminal VTUG
Złącze zaworowe FESTO terminal VTUG
Przepływ 120-630 l / min
Szerokość 10, 14 mm
Połączenia M5, M7, G 1 / 8
Połączenia wtykowe 3, 4, 6, 8 mm
Połączenia wielobiegunowe, sieci przemysłowe, IO-Link, I-Port
Moc 24 V DC
Ciśnienie: 0,9…10 barów
Stopień ochrony IP40 / IP67
Płyta łącząca metal
Warianty:
- zawory na płycie przyłączeniowej z wyjściem na korpus zaworu
- zawory na płycie przyłączeniowej










Recenzje
Nie ma jeszcze opinii.