

Popis

Automatická plnicí linka lahví a plechovek BCFL-MB1500TP je plně vybavená plnicí technologie s výrobní kapacitou až 1500 lahví nebo plechovek (0,33L) za hodinu, s tunelovým pasterizátorem. Skládá se z těchto součástí a bloků:
- Automatický monoblokový stroj pro oplachování, plnění a uzavírání hliníkových plechovek
- Sada dílů pro oplachování, plnění a uzavírání skleněných lahví v hlavním automatickém monobloku - sada mění funkčnost hlavního monoblokového stroje tak, aby byl použit pro operace se skleněnými lahvemi.
- Speciální láhev CIP pro úplné čištění a dezinfekci stroje v uzavřeném okruhu.
- Vysokoteplotní mycí souprava pro horké vnitřní čištění stroje při 85 ° C za použití louhu.
- Lineární etiketovací jednotka pro aplikaci papírových etiket na plechovky a lahve.
- Fotobuňka, aby se zabránilo uvíznutí lahví / plechovek v etiketovací jednotce.
- Kodér integrovaný do etiketovací jednotky pro tisk data dne plnění.
- Tunelový pasterizátor
- Sušící tunel
- Stroj na uzavírání kartonů s PVC páskou
- Poloautomatický ovinovač palet
- Systém CIP
- Otočný stůl k vkládání plechovek nebo lahví.
- Otočný stůl k nahromadění plných kabin / lahví před vyložením (Ø 800 mm).
- Dopravníkový systém pro vzájemné propojení všech jednotek.
Plnicí linka na láhve a plechovky je určena k provozu pouze s jedním pracovníkem.
Provozní kapacita:
– Až 1200 ks 0.5l lahví nebo plechovek za hodinu
– Až 1500 ks 0.3l lahví nebo plechovek za hodinu

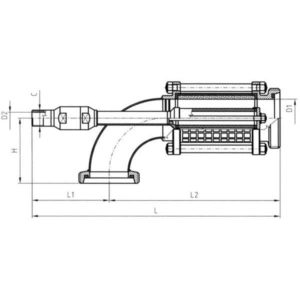
Schéma a rozměry plně vybaveného systému pro plnění plechovek a lahví:
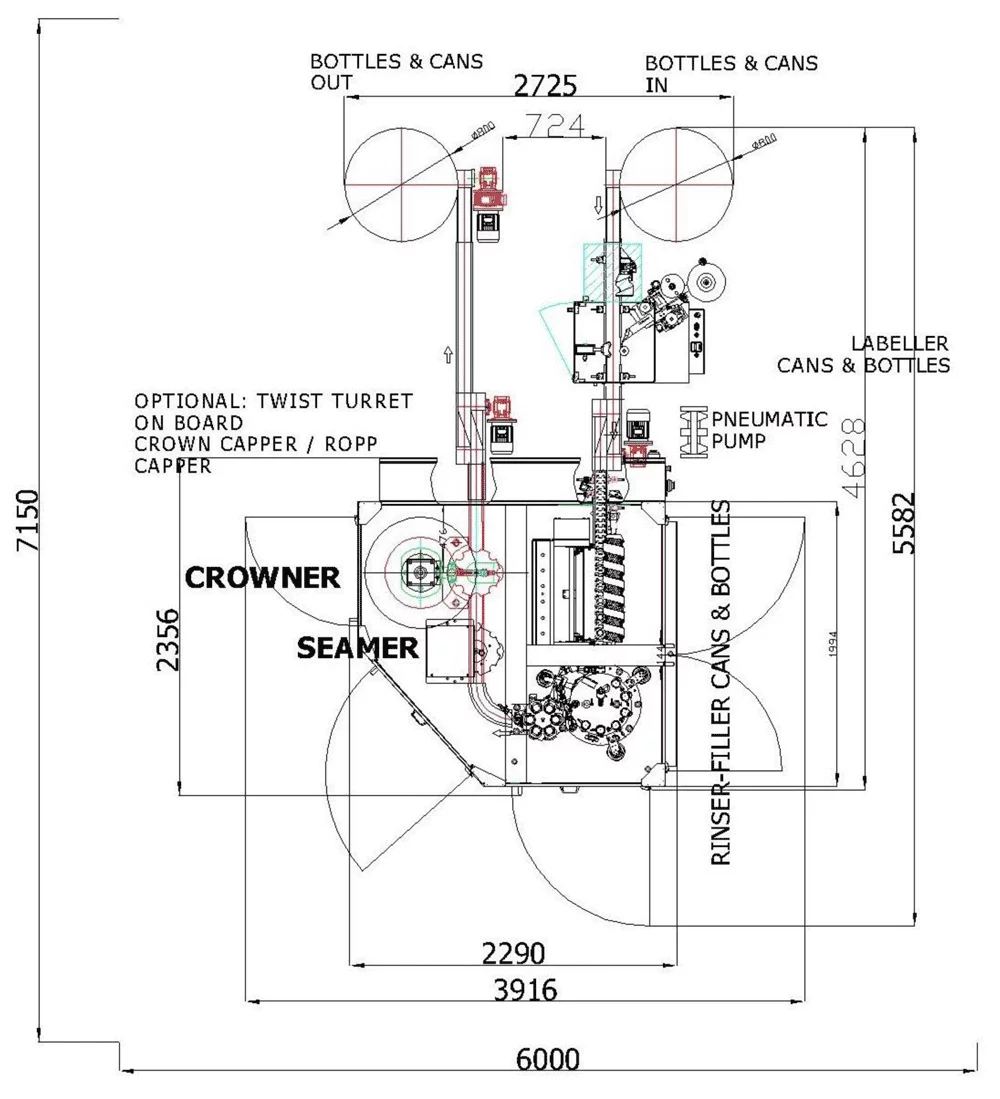
Schéma a rozměry plně vybaveného systému pro plnění plechovek a lahví včetně tunelového pasteru:

Technické parametry
- Nápojový produkt: Sycené nápoje, jako je pivo, cider, šumivé víno atd.
- Typ láhve: Skleněné lahve a hliníkové plechovky
- Typ uzávěru lahví: korunkové uzávěry Ø 26 mm nebo ROPP uzávěry (dle volby zákazníka - volitelně oba typy uzávěrů)
- Typ uzavření plechovek: Plechovka
- Počet poloh proplachování lahví: 6
- Počet ventilů plnění lahví: 6
- Počet uzavíracích hlav lahví: 1 + uzavírací hlava pro plechovky (hrnec na plechovky)
- Oplachovací systém: vodou - s jednostupňovou úpravou vody
- Plnicí systém: elektropneumatické, isobarické plnicí ventily
- Teplota plnění: 0-2 ° C
- Obsah CO2: Max. 5,5 g / lt.
- Tlak: Max: 2.0 bar - 2.5 bar
- Standardní rozměry láhve: Průměr min. 50 mm / max. 100 mm, výška min. 180 mm / max. 340 mm
- Rotace stroje: ve směru hodinových ručiček
- Nastavení rychlosti: elektronické, frekvenčním měničem
- Fotobuňky s automatickým systémem start / stop: umístěné na vstupu a výstupu
- Doporučená minimální podlahová plocha: D x Š: 8000 mm x 6000 mm
- Výstupní kapacita: až 1500 bph (lahve 330 ml) / až 1200 bph (lahve 500 ml)
Plnicí linka na lahve / plechovky se skládá z těchto hlavních jednotek:
I. Automatický monoblok pro oplachování a plnění lahví / plechovek
Vysoce kvalitní monoblokový stroj určený k oplachování a isobarickému plnění hliníkových plechovek nebo skleněných / hliníkových lahví. Dlouhá životnost díky našemu speciálnímu dvojitému odplynění kyslíku se šesti elektropneumatickými plnicími ventily pro procesy oplachování a plnění.
Provozní kapacita:
– Až 1200 ks 0.5l lahví nebo plechovek za hodinu
– Až 1500 ks 0.3l lahví nebo plechovek za hodinu

Stroj zahrnuje:
- Vyplachovací jednotka se 6 ventily na lahve a plechovky
- Plnicí jednotka se 6 ventily na lahve a plechovky
- Aplikátor víček na plechovky
- Seamer pro uzavření plechovek
Hlavní rysy:
Proplachovací jednotka:
- Oplachovací jednotka, dodávaná se šesti chapadly se standardními pevnými tryskami.
- Plechovky / podložky pro uchopení lahví mohou být snadno extra rychlé sestavy a rozebrány.
- Modul proplachování plechovek / lahví je dodáván s jednostupňovou úpravou proplachovací vody
- Elektrický ventil pro automatickou regulaci oplachové kapaliny. Ventil zastaví průtok kapaliny při každém zastavení stroje a spustí jej při novém spuštění stroje.
- Ruční nastavení výšky revolverové hlavice
Plnicí jednotka:
- Protitlaková plnicí jednotka, dodávaná se šesti elektropneumatickými ventily vhodnými pro plnění piva do skleněných lahví a do hliníkových plechovek
- Manuální nastavení výšky revolverové hlavice pro použití otočné revolverové hlavice pro sešívání plechovek
- Plnicí věžička má nádrž se zrcadlově leštěným vnitřním povrchem a sondou pro regulaci hladiny
- Přesnost plnění +/- 2mm
Plechovka seamer:
- Vstup pro proplachování vody a CO² opatřený uzavíracími ventily z nerezové oceli.
- Vstup produktu je doplněn pneumatickým klapkovým ventilem.
- Panel s manometrem z oceli a regulací tlaku pro zvedáky a protitlak v horní nádrži.
- Horní nádrž je vybavena manometrem a teploměrem z nerezové oceli.
- Vakuometr na vakuové nádrži.
- Uživatelsky přívětivý Omron 7 ”barevný dotykový ovládací panel HMI & PLC
- 3 barevné světelné diody LED pro indikaci stavu.
- Obrovsky vylepšený design s mnoha novými a vylepšenými funkcemi, včetně:
- Rychlejší cyklus plnění
- Integrovaný bezkartáčový elektronický provoz pro přesnější umístění plechovek a rychlejší servis
- Uživatelsky přívětivý Omron 7 ”barevný dotykový ovládací panel HMI & PLC
- Úplná kontrola cyklů stroje prostřednictvím interaktivní dotykové obrazovky
- Inteligentní zařízení IoT: Plné internetové připojení pro vzdálenou technickou diagnostiku a pomoc
- Snadná viditelnost a přístup ze všech stran transparentními otevíracími dveřmi pro snadnou údržbu
- Flexibilita při plnění jakékoli velikosti hliníkových plechovek
- Snadná a rychlá změna formátu plechovek
II. Automatický stroj pro označování lahví / plechovek

Automatická etiketovací jednotka lahví / plechovek pro nanášení samolepících etiket. Automatický lineární etiketovací stroj vybavený k nanášení jednoho samolepicího štítku na skleněné lahve nebo plechovky. Pro lahve s maximálním průměrem 300 mm.
Kapacita až 1500 lahví nebo plechovek za hodinu.
- Minimální délka štítku: 10 mm
- Maximální délka štítku: 130 mm
- Minimální výška štítku: 10 mm
- Maximální výška štítku: 80/120/160/240 mm
- Minimální průměr nádoby: 40 mm
- Maximální průměr nádoby: 130 mm
- Minimální výška kontejneru: 150 mm
- Maximální výška kontejneru: 370 mm
Základní rám a obecná struktura
- Nosný rám je vyroben ze svařovaných ocelových profilů a je vybaven výškově nastavitelnými nohami.
- Horní povrch je deska z uhlíkové oceli pokrytá plechem z nerezové oceli AISI 304.
- Kontrola je možná bočními dveřmi a bočním soklem rámu s deskou z nerezové oceli AISI 304.
- Standardní barva stroje: RAL 7038.
- Stroj je předem připraven pro instalaci druhé etiketovací stanice v budoucnu.
Samolepicí etiketovací stanice
Stroj vybavený jednou samolepicí etiketovací stanicí instalovanou na svislých lištách snadno nastavitelných ve složení:
- Krokový motor
- Pohon a řídicí mikroprocesor předem připravený k provozu tiskové jednotky (volitelně)
- Tažná gumová role s kontrastním válcem namontovaným na pružinách
- Etiketovací jazýček pro etikety o výšce 80/120/160/240 mm
- Nosná deska navijáku Ø 320 mm vybavená odvíjecí hřídelí
- Motorový navíječ papíru
- Fotobuňka pro detekci lahví
- Fotobuňka pro detekci štítků
- Tlačítka pohonu zahrnutá ve skupině
- Krabice s pohonem a elektrickými částmi z nerezové oceli, s otevřeným přístupovým panelem, kompletní s obecným spínačem zámku
- Ručně nastavitelný podpěrný systém z nerezové oceli, kompletní digitální indikátor pro snadné nastavení
- Snadná a krátká údržba a mazání vyžadované díky vysoké kvalitě použitých komponentů a materiálů
- Stroj byl navržen tak, aby měl maximální přístup pro účely čištění a odstraňování nečistot
Ochranné kryty
- Ochranné kryty jsou umístěny po celém obvodu základního rámu.
- Kryty jsou vyrobeny z nerezové oceli AISI 304 s průhlednými okénky. Otevíratelné dveře jsou vybaveny mikrospínači blokovaného typu.
- Hlavní převodovka je šnekového typu s korunkovým šroubem a mazána olejovou lázní.
- Převodové systémy podávacího šneku jsou vybaveny bezpečnostními elektromechanickými spojkovými zařízeními, která zastaví stroj v případě zaseknutí lahve.
Stírací systém
- Otírání štítků houbičkami.
Systém řízení stroje
- Pneumatické zařízení je vybaveno jednotkou regulace tlaku, vzduchovým filtrem a vzduchovou maznicí.
- Hlavní elektrický panel, vodotěsný, je integrován do konstrukce stroje.
- Všechny ovládací prvky stroje a stavová / signální světla jsou centralizována na jednom ovládacím panelu, spolu s odnímatelnou tlačítkovou stanicí (nouzové zastavení + pulzní pohybová tlačítka).
- V případě nahromadění lahví na výtlačné straně je stroj vybaven automatickým uzavíráním.
- Všechny elektrické a pneumatické silové a řídicí obvody jsou konstruovány v souladu s nejnovějšími platnými mezinárodními normami.
Antikorozní úprava
- Použití materiálů nepodléhajících korozi, jako je nerezová ocel, slitiny neželezných kovů a plastové materiály.
- Díly z uhlíkové oceli procházejí antikorozní úpravou vícevrstvým epoxidovým nátěrem.
DATE CODER
- Displej: Plně barevný LCD displej 2,8
- Návrh technologie Plug'n Play: Technologie tisku Hewlett Packard TIJ 2.5
- Obrázky k tisku: Alfanumerické, logo, datum / čas, datum vypršení platnosti
- Linky pro tisk: Linky 1,2,3,4. Celková výška řádku je omezena na 12.7 mm
- Rychlost dopravníku: 76 metry za minutu



III. Automatický stroj na uzavírání lahví
Jednohlavá automatická uzavírací jednotka s maximálním výkonem 2.700 30 lahví za hodinu je vhodná pro aplikaci hliníkových uzávěrů na válcové skleněné lahve o průměru mezi 115 mm a 160 mm a výšce od 355 do XNUMX mm.
Korunkové uzávěry (nebo volitelně jiné typy uzávěrů) se dávkují pomocí automatického vibračního podavače přímo na lahve.
Uzavírací hlava je ovládána elektromotorem namontovaným na jezdec s rozpínací kladkou, která umožňuje zvýšit nebo snížit rychlost otáčení závitořezné hlavy klesající o uzavírací víčka pomocí speciální plastové vačky pracující uprostřed. Rozložení zátěže je proto vyvážené a zaručuje dlouhou životnost.
Výměna dílů a výškové nastavení jsou rychlé a jednoduché, zvedání hlavy je mechanické a probíhá manuálně pomocí ručního kola působícího na nekonečný šroubový reduktor; speciální bezpečnostní zařízení okamžitě zastaví stroj v případě problémů, aby nedošlo k rozbití lahví a jiným anomáliím.
- Uzávěry lahví korunkovými zátkami na pneumatické uzavírací věži vybavené velkokapacitním podavačem korunkových uzávěrů
- Uzavření plechovek hliníkovými uzávěry na rotačním dopravníku
- Automatický vibrační třídič vyrobený z nerezové oceli AISI 304; vybaven zařízením pro monitorování úrovně uzávěrů v zásobníku
- Násypka je vybavena zařízením pro kontrolu přítomnosti víčka z nerezové oceli AISI 304
- Uzavírací hlava s kuželovým uzávěrem pro permanentní deformaci korunky.
- Zařízení k odstranění pivní pěny před uzavřením víčka - odstraňuje kyslík z hrdla láhve.
Volitelné vybavení (ceny na vyžádání):
- Otočná jednotka se dvěma typy hlav namontovanými na stejné věži.
- Speciální hlavy pro: šroubové zátky, houbové zátky, víno zátky, plastové uzávěry.
IV. Otočné stoly pro ruční plnění a vykládání lahví / plechovek

V. Dopravníky pro přepravu lahví / plechovek mezi všemi jednotkami
- Kompletní sada dopravníků z nerezové oceli AISI 304 s plastovými válečky a posuvnými profily odolnými proti opotřebení.
- Stolní dopravní pás vyrobený z nerezové oceli AISI 304 (nebo Delrin).
- Láhve jsou vedeny z nerezové oceli plus plastové kontaktní profily, boční ochranné lišty, nastavitelné na šířku.
- Plnicí zařízení k uvolnění lahví / plechovek pneumatickou pákou.
- Dávkovací zařízení k centrování lahví / plechovek před každou operací s mikrometrickým nastavením šířky ručním kolečkem.
- Zařízení ke stabilizaci lahví / plechovek během označování a stírání s mikrometrickým nastavením výšky ručním kolem se synchronizovanou rychlostí k jednomu z dopravníků.
- Zařízení zámku přísuvné brány lze ovládat ručně nebo automaticky.
1. operace: Nakládání lahví nebo plechovek na přívodní otočný stůl (lze nahradit přívodním dopravníkem)
Plechovky a lahve jsou ručně vkládány na rotační vstupní stůl, poté jsou automaticky dopravovány dopravníkem do hlavního monobloku, aby byly připraveny k proplachování, plnění a uzavírání.
Vstupní otočný stůl může být volitelně nahrazen dopravníkem, který přepravuje lahve a plechovky z jiného stroje.
- Vstupní otočný stůl pro ruční plnění lahví a plechovek - průměr 800 mm

2. operace: Označování lahví (a plechovek, pokud je potřeba)
Plechovky a lahve jsou dopravovány dopravníkem k etiketovací jednotce za použití samolepících etiket.

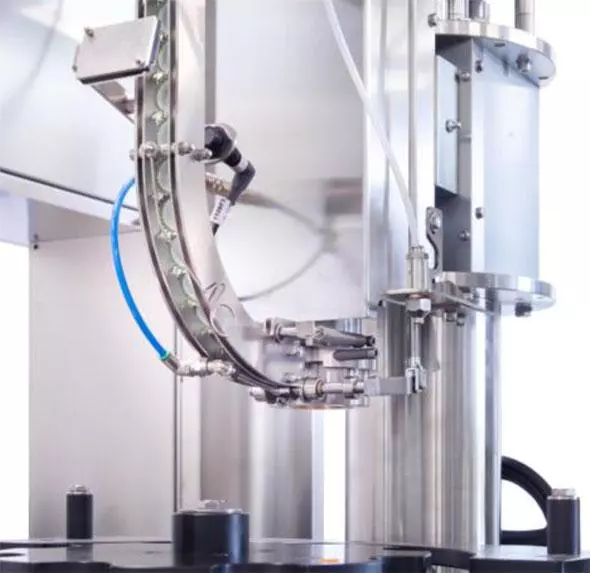
3. operace: Oplach lahví nebo plechovek na proplachovací věži vybavené šesti chapadly
Plechovky a lahve jsou rozmístěny pomocí přísuvného šneka, aby je mohli vyzvednout kleště vyplachovače.
Jakmile jsou plechovky nebo lahve ve správné poloze, jsou kleštěmi zachyceny a otočeny do zadní části proplachovacího zařízení, kde jsou opláchnuty vodními tryskami.
Odtoková voda je sbírána pomocí sběrače pod tryskami a poté může být odváděna nebo recyklována, filtrována a znovu použita podle potřeby (je nutná volitelná sada navíc).
Po dokončení proplachovacího cyklu se lahve a plechovky přemístí na dopravní pás a šnek je posune směrem k plnicí jednotce.

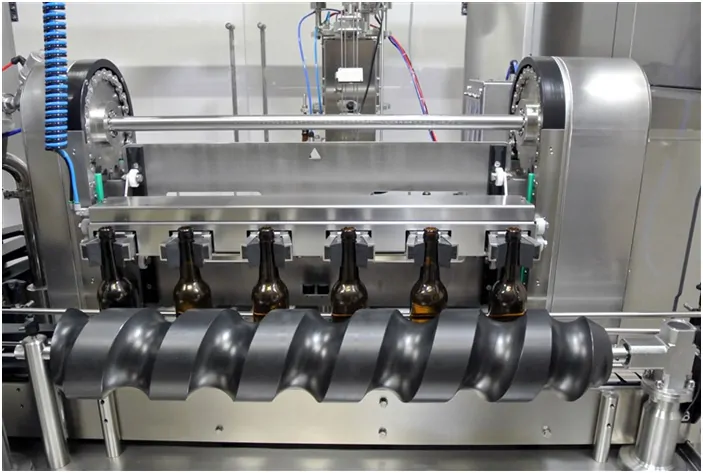

4. operace: Plnění plechovek a lahví na plnicí jednotce vybavené elektropneumatickými protitlakovými ventily
Plnicí jednotka je vhodná pro protitlaké plnění lahví a plechovek sycenými nápoji, s proplachováním CO², s protitlakem až 3 bary.
Dávkovací mechanismus pracuje v lineárním režimu krok za krokem a přesouvá šest lahví nebo plechovek jednu za druhou uvnitř plnicí jednotky, aby byla umístěna jedna láhev / plechovka do každého plnicího ventilu.
Jakmile všech šest lahví / plechovek dosáhne správné polohy pro plnění, zvednou pneumatické válce pod každým ventilem lahve / plechovky a uvedou je do přímého kontaktu s plnícími ventily a utěsní hrdlo.

Fáze procesu plnění lahví (platí i pro plechovky)
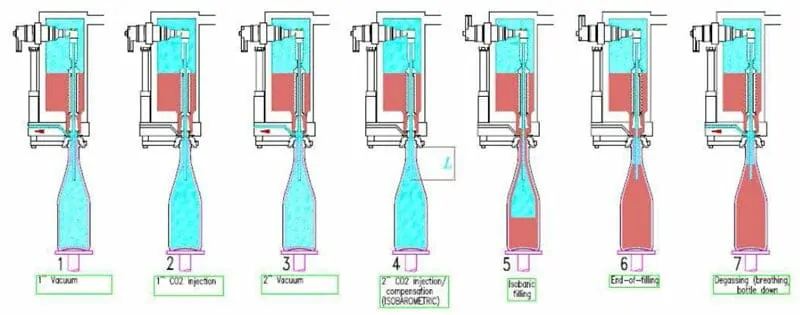
| 1. fáze | První předvakuování | Po zvednutí láhve se spustí vývěva - odsává vzduch z láhve |
| 2. fáze | První vstřik CO2 | Vakuová trubka je uzavřena a začíná vstřikování CO2 - plnění láhve CO2 |
| 3. fáze | Druhé předvakuování | Ventil pro CO2 se uzavře a vysávací čerpadlo se spustí - vypouští CO2 z láhve |
| 4. fáze | Druhá injekce CO2 | Vakuová trubka zůstává otevřená po velmi krátkou dobu, zatímco se CO2 otevírá a poté je uzavřena |
| 5. fáze | Naplnění nápoje | Když je tlak uvnitř láhve stejný jako tlak v horní plnící nádrži, jsou plnicí ventily otevřené a proces plnění lahve začíná |
| 6. fáze | Konec plnění | Po dokončení naplnění lahve, po krátké pauze, je otevřen uzávěr pro odplynění láhve |
| 7. fáze | Odplyňování | Elektromechanický ventil otevírá a odplyňuje láhev |
Všechny výše uvedené cykly jsou nastavitelné a zapisovatelné v PLC, takže mohou být ověřeny a použity v budoucnu.
5. operace: Uzávěr lahví a plechovek
- Uzávěry lahví korunkovými zátkami na pneumatické uzavírací věži vybavené velkokapacitním podavačem korunkových uzávěrů
- Uzavření plechovek hliníkovými uzávěry na rotačním dopravníku
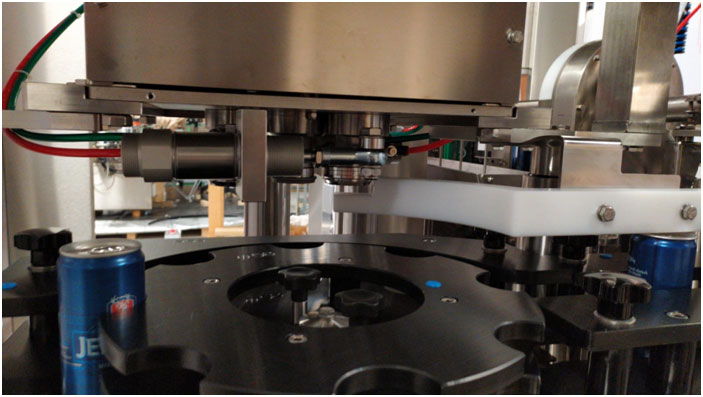


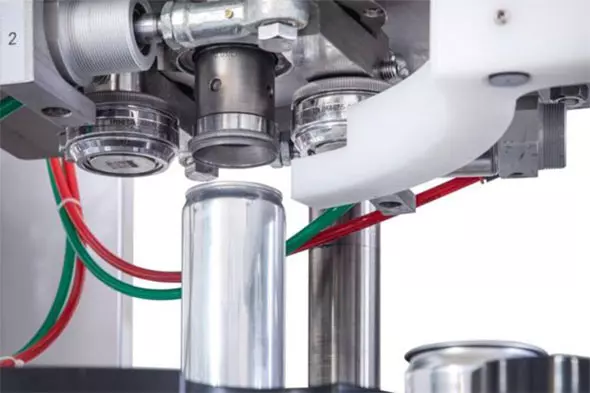
Po naplnění jsou plechovky vzdáleny od plnicího hvězdicového kola a přepravovány dopravníkem lahví k pěchovači plechovek.
Během této cesty dávkovač víka umístí jedno víko na každou plechovku, která prochází pod ním.
Těsně před zvednutím víka je možné přidat fobovací zařízení, které eliminuje veškerý vzduch uvnitř hrdla plechovky (volitelně).
V horní části rozdělovače víka je otočná věž se 6 podávacími válci víka. Po vyčerpání víček lze válce vyjmout a znovu naplnit. Válce se plní off-line a jsou připraveny k rychlé instalaci v určitých intervalech. Každý válec pojme až 300 vík, přičemž nabízí přibližně jednu hodinu celkové autonomie výroby se všemi 6 plnými válci.
Jako volitelné vybavení jsou k dispozici další sady lahví z nerezové oceli, které zkracují dobu odstávky mezi doplňováním.
Když je plechovka s víkem (nyní ve správné poloze) pod švicí hlavou plechovek, pneumatický píst zvedne plechovku nahoru, zatímco dva švové válečky se pohybují dovnitř a utěsňují konec plechovky k tělu plechovky.
Nyní je plechovka připravena k zabalení.
Uzavírací jednotka lahví:
Uzavírací jednotka lahví (ROPP uzávěry) – volitelné:

Plechovka seamer:
6. operace: Mytí plných lahví / plechovek
Plné lahve / plechovky se umyjí, aby se odstranila zbytková pěna z vnější strany lahví / plechovek.
7. provoz: Vykládání plných lahví nebo plechovek z vykládacího otočného stolu (může být nahrazeno vykládacím dopravníkem)
Plechovky a lahve jsou ručně vykládány z otočného výstupního stolu.
Výstupní otočný stůl může být volitelně nahrazen dopravníkem, který přepravuje plné lahve a plechovky na jiný stroj.

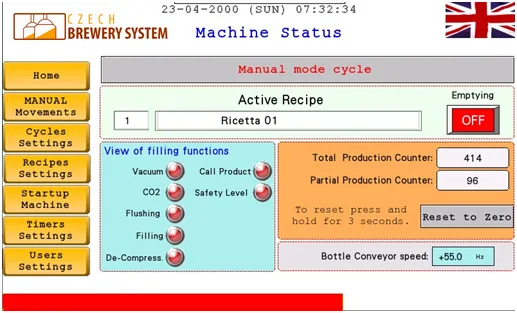
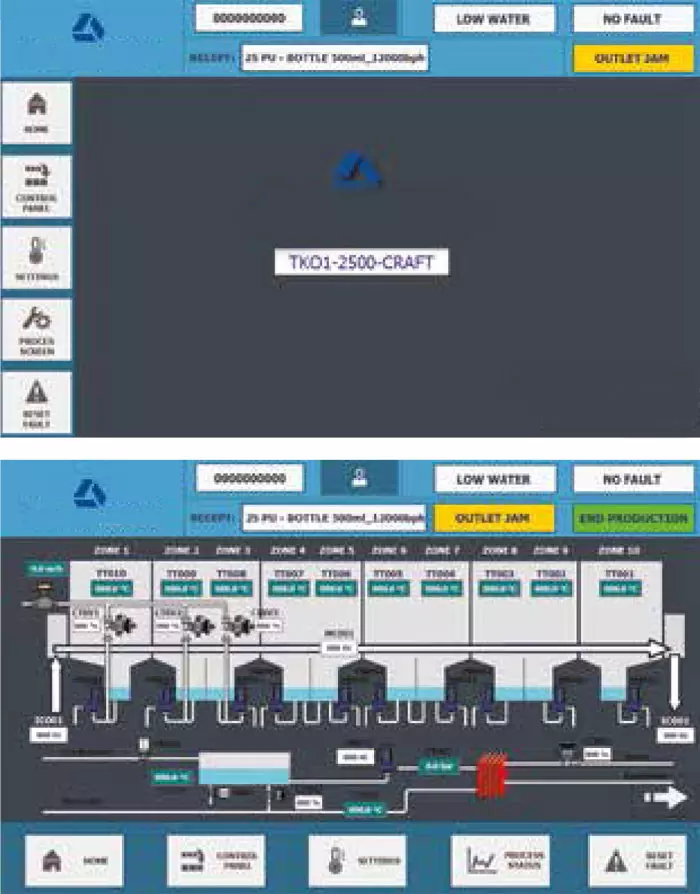
Ovládací panel (dotykový displej):
Vzdálená pomoc prostřednictvím internetové služby
Interaktivní rozhraní HMI na PLC OMRON pro monitorování průběhu výroby na místě, řízení výroby & a vzdálenou pomoc.
Systém umožňuje našemu technikovi být v případě problémů přímo v kontaktu s našimi zákazníky.
Obousměrná komunikace mezi strojem a vzdáleným systémem umožňuje v reálném čase zjistit, zda obsluha pracuje správně na dotykové obrazovce, a lze ji použít k ovládání stroje z naší strany pro zásah v reálném čase (v případě potřeby, na přání zákazníka).
Volitelné vybavení:
I. Tunelový paster (1500 lahví za hodinu)
Plnicí linku doporučujeme objednat s tunelovým pasterizátorem s hlavním cílem pasterizovat produkt uvnitř plechovek nebo lahví na požadovanou teplotu, která by měla zajistit správnou mikrobiologickou stabilitu vyrobeného nápoje (proces tepelného zpracování).
Popis konstrukce:
Konstrukce stroje je kompletně vyrobena z nerezové oceli AISI 304. To znamená, že zde nejsou žádné díly z litiny, železa nebo uhlíkové oceli. Výsledkem této důležité skutečnosti je konstrukce, která umožňuje dlouhou životnost stroje a odpovídá standardům v potravinářském průmyslu. Stroj je konstruován jako monolit.

** Fotografie je symbolická (skutečný pasterizátor může mít jiný design)
 Stroj je umístěn na několika (výškově nastavitelných) nohách, které umožňují adekvátní rozložení zátěže a překonání potenciálních rozdílů ve výšce podlahy.
Stroj je umístěn na několika (výškově nastavitelných) nohách, které umožňují adekvátní rozložení zátěže a překonání potenciálních rozdílů ve výšce podlahy.
Důležitým konstrukčním prvkem je také plně sanitární provedení. Konstrukce je kompletně svařovaná. To znamená, že prakticky všechny díly přicházející do styku s stříkající vodou jsou vodotěsné (neexistuje žádný bod, který by byl pouze bodově svařovaný). Také z vnějších ploch je většina svarů svařována průběžně, což poskytuje menší možnost zatížení nečistotami.
Konstrukce je navržena (zejména zevnitř, ale i zvenku) tak, aby tam, kde je to možné, byly všechny plochy nakloněny, takže nehrozí zadržování vody a možnost vzniku mikroorganismů. Tím zajistíme, že vnitřní prostor stroje zůstane déle neporušený a bude stále bez nepříznivého vlivu zápachu, plísní apod. Z vnější strany je nakloněna i střecha pasteru, stejně jako horní část vodních nádrží. To zajišťuje, že po vnějším čištění stroje všechny případné zbytky vody odkapávají na podlahu.
Dalším důležitým konstrukčním prvkem jsou minimalizované vodní nádrže pod každou zónou, což umožňuje, aby bylo uvnitř pasteru vždy minimální množství vody. V důsledku toho odteče minimální množství vody pokaždé, když je potřeba vyměnit vodu uvnitř pasterizátoru.
V konkrétním případě se pro projektový úkol předpokládá jednopodlažní pasterizátor. Konstrukce pasterizátoru je navržena tak, že je k dispozici více horních a bočních průlezů pro snadný přístup dovnitř za účelem dohledu a údržby.
Horní část pasterizátoru je pokryta odnímatelnými kryty z důvodu kontroly a údržby.

** Fotografie je symbolická (skutečný pasterizátor může mít jiný design)
Každý bazén má vlastní dvířka pro čištění tunelu a jeden centrální vývod vody. Všechny bazény jsou vybaveny dvojitými mechanickými filtračními síty, aby se případné částice nečistot ve vodě nedostaly k tryskám a neblokovaly je.

Na vstupu a výstupu pasterátoru jsou instalována kontrolní dvířka z nerezové oceli.

Dopravní systém pasterizátoru:
Tunelový paster je vybaven 1 nezávislým hlavním transportním pásem. Šířka transportního pásu je cca 1180 mm.
Součástí pasteru je také vkládací a vykládací dopravník (cca 1.500 mm od náběhu nebo výsypu pasteru), s elektromotorickým pohonem spolu s frekvenčním regulátorem.
Hlavní řemen běží na nosných vedeních (otěrové pruhy). Konstrukce je naznačena na obrázku níže – paralelně k modulu mají další různé moduly posunuté otěrové pruhy (při pohledu z pohledu „sousedních“ modulů), aby se zabránilo pádu plechovek nebo lahví. Tím je zajištěno, že plošina je přiměřená a že v každé poloze plechovky nebo lahve stojí stabilně a není možné, aby spadly dovnitř pasteru.

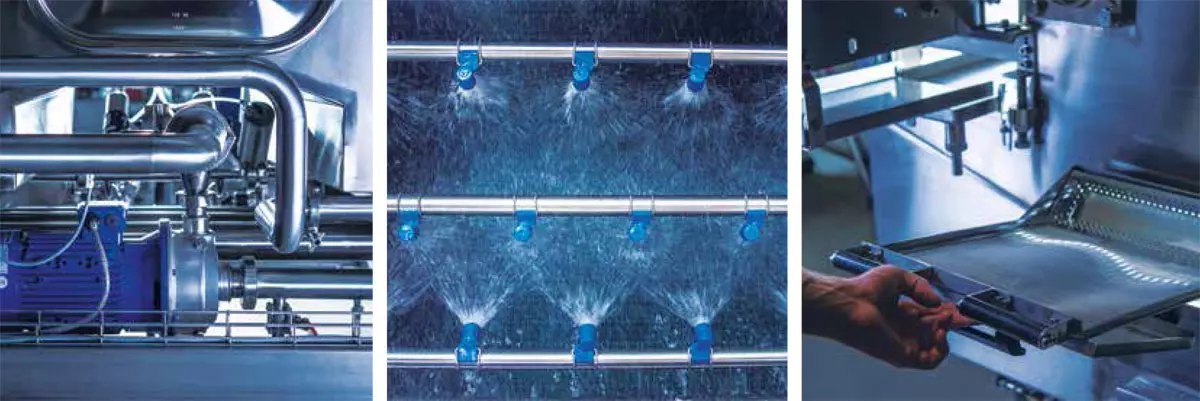
Systém čerpadel a trysek:
Tunelový paster je vybaven vhodným počtem bazénů (10) a odstředivými čerpadly, která dopravují vodu do trysek. Čerpadla (části ve styku s vodou jsou z nerezové oceli) jsou v bazénech chráněny před suchou prací hladinovými sondami.
Hlavní čerpadla jsou navržena tak, aby zajistila průtok cca. 6,5 m3/h. Podpůrná čerpadla mohou mít různý průtok v závislosti na účelu.

Postřik procesní vodou uvnitř pasterizátoru je předtvarován prostřednictvím registru trysek, který je umístěn na horní straně stroje. Trysky produkují jemnou vodní mlhu, která zajišťuje dostatečný přenos tepelné energie. Trysky jsou z plastu.
Použitý typ trysek je velmi jednoduchý na údržbu díky snadnému systému upevnění na rozvodné trubky.
Trysky jsou boční (tangenciální) namontované na každé stříkací liště. Tím se snižuje možnost zablokování.
Standardní vzdálenost od registrů trysek a hlavního pásu je 400 mm.

Měření, řízení a automatizace:
Tunelový paster je vybaven řadou bezpečnostních prvků a také kvalitním a aktuálním softwarem, který umožňuje jednoduché ovládání všech funkcí pasteru.
Nabízený stroj má nainstalované následující měřicí a regulační zařízení:
- Automatická korekce hladiny vody (vodní nádrže mají nainstalované hladinové sondy a v případě příliš nízké hladiny vody se voda dávkuje automaticky)
- Automatická regulace teploty (systém je vybaven regulačním systémem na vstupu páry / horké vody, který plní pasterizátor párou / horkou vodou podle aktuální potřeby)
- Automatická kontrola přetížení plechovky na hlavním pásu (indukční snímač instalovaný na vnějších dopravnících vypne podávací dopravník v případě příliš velkého tlaku)
- Ovládání a správa tunelového pasterizátoru se provádí pomocí počítače PLC a dotykového panelu. Elektrorozvaděč je dodáván v nerezovém provedení a má krytí IP 65.

Ovládací panel je instalován na hlavní elektrické skříni a je založen na průmyslovém výpočetním systému Siemens.
Pasterizátor je vybaven vlastním vyvinutým softwarem. Software je navržen tak, aby umožňoval automatické řízení a přehled o celém procesu pasterizace. Parametry procesu jsou vizualizovány a zobrazeny na uživatelsky přívětivém rozhraní. Software také zaznamenává a vizualizuje všechny procesní alarmy.
Software je chráněn heslem pro různé úrovně (administrátor, operátor, údržba).
Standardní součástí našeho softwaru je také tzv. „vyvařovací“ program, umožňující periodickou kompletní sanitaci stroje. Tento program umožňuje tepelnou sterilizaci celého systému. Podrobnosti o teplotách a době trvání je třeba dohodnout se zákazníkem.
Během spouštění se předpokládá uvedení do provozu dvou receptur. Jakékoli další recepty jsou zpoplatněny.
Použité materiály, kvalita a normy komponent:
- Konstrukce tunelu a stavební trubky jsou vyrobeny z materiálu AISI 304.
- Těsnění potrubí jsou z materiálu EPDM
- Vodicí profil je z polyetylenu UHMWPE umístěný na nerezových vodítkách.
- Všechna těsnění (která nejsou definována jinak) jsou z materiálu EPDM na parním grafitu.
Použité komponenty:
- Čerpadla: LOWARA
- Elektro komponenty: SCHNEIDER ELECTRICS
- Počítač PLC: SIEMENS
- Dotykový ovládací panel: SIEMENS
- Měřící a regulační zařízení: E&H
- Kabelové žlaby z nerezové oceli tvaru G a U, síť bez horního krytu
- Veškerá nerezová ocel je nakupována v Evropě s certifikáty dle EN 10204
POZNÁMKA:
Přidávání jakýchkoli chemikálií do vody tunelového pasteru musí odpovídat odolnosti těchto materiálů a musí být zaručeno místním distributorem chemikálií!
Dynamické aktivní PU řízení
Dynamická regulace PU (počet pasterizačních jednotek) umožňuje, aby v žádném případě nedošlo k nadměrné pasterizaci produktu. Platformou systému je virtuální vychýlení pasteru do více řad, což nám umožňuje vždy sledovat, na jaké pozici jsou plechovky uvnitř pasteru. V případě zastavení systém reaguje tak, že se zastaví hlavní pás uvnitř pasteru a spustí se ochlazování plechovek v přehřívací a zádržné zóně se záměrem snížit teplotu produktu pod hraniční bod PU (pro pivo počítáno na 70°C). Náš software hlídá dobu odstávky po celou dobu a na základě široké škály koeficientů prostupu tepla přesně víme, kolik času potřebujeme na ochlazení, abychom produkt vychladili pod mezní teplotu PU a po ukončení odstávky, přesně víme, kolik času potřebujeme na obnovení teplotního režimu, který byl v provozu před zastavením a na opětovné spuštění hlavního pásu.
Důležité je, že dynamické aktivní řízení PU zde nekončí. Při každé odstávce je normální, že produkt dostane více PU, než je plánováno ve vyvážených podmínkách. To znamená, že pro další procesní teplotu jsou SET body dalších teplotních zón sníženy, aby bylo dosaženo definované PU (v rámci dohodnutých tolerancí). To se děje i v případě vícenásobných odstávek po sobě následujících a v žádném případě nemůže produkt vyjít přepasterovaný (samozřejmě není možná ani nedopasterizace).
Díky technologii dynamického aktivního řízení PU můžeme zajistit dokonalý proces pasterizace s minimálním dopadem na organoleptické vlastnosti produktu.
Standardní proces:
• Automatická regulace a regulace PU je založena na přesném softwaru, který vypočítává (a hlídá přesnou polohu plechovek uvnitř pasteru) aktuální množství přijatých pasterizačních jednotek.
• V případě odstávky na lince paster spustí chlazení v požadovaných zónách (zóny přehřátí a zdržení) s cílem snížit teplotu produktu pod nastavenou hodnotu PU. Toho se dosahuje, aby se zabránilo předávkování PU.
• Po odstavení odstávky na lince software znovu přepočítá potřebnou teplotu postřikové vody, aby se dosáhlo režimu před odstávkou.
• Potřebný teplotní režim je projektován na základě přijatých vzorků, naplněných jednotlivým nápojem. V našem laboratorním pasterizátoru bude veškeré monitorování prováděno před zahájením výroby vhodného systému.

Registrátor E&H
Registrátor E&H RSG série RSH nabízí bezpapírové zaznamenávání, vizualizaci a sledování všech rozhodujících procesních hodnot současně.
Předpokládá se, že modul je namontován na elektroskříni pasteru. Všechna data, která jsou zaznamenána, jsou archivována na SD kartě a lze je dále používat.
Ecograph nabízí možnost ethernetového připojení k lokálnímu počítači, což umožňuje přenos zaznamenaných dat pro účely sledování parametrů úběru v reálném čase.
Lokální počítač a ethernetové připojení není součástí dodávky a jejich zajištění je povinností odběratele.
Dávkování chemikálií
Pro co nejdelší uchování procesní vody, která je uložena uvnitř tunelu a zároveň snížení rizika koroze plechovek, nabízíme možnost předinstalovaného systému dávkování chemikálií – biocidních roztoků antikorozních chemikálií &.
Dávkování dvou chemikálií se provádí dvěma samostatnými čerpadly a provádí se přímo in-line s podporou průtokoměru. Přesné množství chemikálií dávkovaných do vody lze nastavit na čerpadlech, přičemž dávkování pak probíhá automaticky. Spolu s čerpadly je dodáván také plovoucí hladinový spínač (pokud hladina chemikálií v kanystrech klesne, stroj signalizuje alarm).
Systém je určen pro dávkování biocidního roztoku 80 ppm a antikorozního roztoku 25 ppm . Pokud jsou požadovány různé koncentrace chemikálií, mělo by to být dohodnuto na začátku projektu.
Poznámka: Pokud se zákazník rozhodne instalovat vlastní hardware pro dávkování chemikálií, je nutné řídit se pokyny výrobce ohledně druhu chemikálií a jejich koncentrací. V opačném případě může dojít k poškození součástí stroje.
 UPS
UPS
 UPS
UPSUPS poskytuje nouzové napájení stroje, když selže nebo je přerušen zdroj vstupního napájení nebo síťové napájení. Zajišťuje, že CPU a HMI zůstanou napájeny, takže se neztratí všechny důležité parametry. To je výhodné zejména v případě pasterů s aktivním řízením PU, kde lze výrobu restartovat mnohem přesněji s přesnými hodnotami PU.
Armatura pro odvod kondenzátu
Stroj je v základní výbavě dodáván s ručním uzavíracím ventilem, parním čističem a manometrem na parovodu. Jako volitelný upgrade vám nabízíme přídavnou armaturu na potrubí kondenzátu, která nabízí snadné a jednoduché připojení v jednom bodě a zároveň nabízí praktickou údržbu. 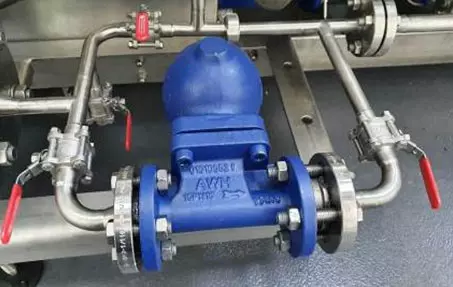 Odvod kondenzátu je zajištěn jednoduchým odvaděčem kondenzátu, aktivní čerpadlo kondenzátu (je-li požadováno) není součástí dodávky.
Odvod kondenzátu je zajištěn jednoduchým odvaděčem kondenzátu, aktivní čerpadlo kondenzátu (je-li požadováno) není součástí dodávky.
Rozsah dodávky zahrnuje:
- Kulový plovákový odvaděč kondenzátu (1 ks)
- Termostatický odvaděč kondenzátu (1 ks)
- Zpětný ventil (2 ks)
- Ruční kulové ventily (4 ks)
- Dodatečný materiál potrubí
Zařízení na snížení tlaku páry
Pokud je tlak páry na místě vyšší než 3,0 barg, je nutné zařízení na snížení tlaku páry. V rámci dodávky Vám nabízíme:
• Parní redukční ventil (1 ks)
• Pojistný ventil (1 ks)
• Další potrubní materiál.
II. Obracečky plechovek o 180°
Zařízení pro otočení plechovek o 180°. Vyrobeno z frézovaného PE – určeno k instalaci na dopravník.

III. Sušící tunel
Stroj pro vysušení povrchů lahví/plechovek před kódováním šarže a balením.
- Turbíny pro výrobu stlačeného/ohřátého vzduchu při 45°/ 50°C
- Dva dávkovače vzduchu z nerezové oceli A304 pro sušení těla lahví a plechovek nastavitelné ve výšce, hloubce a sklonu umístěné příčně
- Dvojitý dopravník běžící různou rychlostí pro rotaci lahví během procesu sušení
- Podvozek z nerezové oceli A304 pro uzavření motoru
- Bezpečnostní kryty vyhovující pravidlům CE
- Elektrický panel s ovládacími tlačítky
- Vypínač pro zapínání a vypínání turbín

IV. Stroj na uzavírání kartonů s PVC páskou
Poloautomatické ruční nastavení lepicí pásky na kartonové krabice podle různých velikostí kartonových krabic, které aplikuje dva „U“ pruhy samolepicí pásky na horní a spodní střední čáru krabic.
Nastavení a používání SK1 jsou intuitivní, jednoduché a rychlé.
Stroj je vyroben v souladu s aktuálně platnými bezpečnostními zákony CE.
Držák na cívku 2000 metrů.
Kompresní válečky klapek (volitelné).
Nastavitelná boční vodítka kartonových krabic.
Uzamčené tlačítko nouzového zastavení.
Průměrný výkon: 700/900 kartonových krabic za hodinu.

| Rozměry krabice pro použití se strojem | minimální | maximální |
| délka | 150 mm | 150 mm |
| šířka | 140 mm | 500 mm |
| výška | 110 mm | 500 mm |
V. Poloautomatický ovinovač palet
Poloautomatická stretch zavinovačka
- Průměr točny 1650 mm
- Nosnost 200 kg max
- Fotobuňka snímače výšky palet
- Mechanická brzda
- Rampa na vykládání palet

VI. Systém CIP
Poloautomatický CIP systém se dvěma nádržemi na chemikálie
Stroj CIP se skládá z:
1. tank:
Nerezová ocel AISI 304 L, objem 150 l, nerezová spirála pro elektrický ohřev, nerezové nosné nožky pro horkou vodu + saponát.
2. tank:
Nerezová ocel AISI 304 L, objem 150 l, nerezové opěrné nohy pro studenou oplachovou vodu.
Sada ručních klapek – nerez, sanitární typ.
Odstředivé čerpadlo na čištění, nerez, kapacita
Nerezový rám s nastavitelnými nosnými nožičkami, na které se montuje a připojuje výše uvedené zařízení.

Ceník :
ZÁKLADNÍ KONFIGURACE
|
|
| POPIS |
CENA V EURO |
| HYBRID EPV 6611 Automatický monoblok s oplachovou jednotkou, plnicí jednotkou, uzavírací jednotkou plechovek, včetně dílů pro jeden formát plechovek + dílů pro jeden formát lahve a korunkových uzávěrů Ø26mm | Na požádání |
| Uzavírací jednotka lahví je nyní součástí monobloku s díly pro jeden formát lahve a korunkovým uzávěrem Ø26 mm | Na požádání |
| Fiktivní lahve / kelímky pro proces CIP - pro čištění ventilů plnění lahví | Na požádání |
| Fiktivní lahve / kelímky pro proces CIP - pro čištění ventilů plnění plechovek | Na požádání |
| Vysokoteplotní mycí souprava na 85 ° C - pro horký žíravý roztok CIP pro vnitřní čištění | Na požádání |
| Sada vyměnitelných dílů pro přizpůsobení proplachovací jednotky pro použití s lahvemi - chapadla lahví | Na požádání |
| Sada vyměnitelných dílů pro přizpůsobení proplachovací jednotky pro použití s lahví - přívodní šnekový válec | Na požádání |
| Sada vyměnitelných dílů pro přizpůsobení plnicí jednotky pro použití s lahvemi - plnicí ventily | Na požádání |
| Sada vyměnitelných dílů pro přizpůsobení plnicí jednotky pro použití s lahvemi - hvězdné kolo | Na požádání |
| Sada plnicích trubek pro jeden formát skleněných lahví | Na požádání |
| 2ks obracečů plechovek (otočení plechovek o 180°) | Na požádání |
| Lineární samolepicí etiketovač pro aplikaci obalových etiket na plechovky nebo lahve | Na požádání |
| Alarm konce cívky etiket | Na požádání |
| Semafor pro práci ve spojení s alarmem | Na požádání |
| Inkoustový datový kodér integrovaný do štítkovače | Na požádání |
| Tunelový paster 1200 lahví za hodinu | Na požádání |
| Sušící tunel | Na požádání |
| Dmychadlo pro sušení vršku plechovek a lahví | Na požádání |
| Dmychadlo pro sušení dna plechovek a lahví | Na požádání |
| Rotace plechovek a lahví během fáze sušení pomocí duálního řetězu při různých rychlostech | Na požádání |
| Stroj na uzavírání kartonů s PVC páskou | Na požádání |
| 2000 mm kartonové volnoběžné válce pro kartonové balení | Na požádání |
| Volnoběžné výsuvné válečky pro akumulaci konečného balení od 1500 mm do 4500 mm | Na požádání |
| Poloautomatický ovinovač palet | Na požádání |
| Systém CIP | Na požádání |
| Dopravní systém | Na požádání |
| Odkapávací misky | Na požádání |
| Obousměrný akumulační stůl plechovek 2000x1055mm (bez automatizace) za tunelovým pasterizačním tunelem | Na požádání |
| Automatizace obousměrného stolu s ovládacím panelem & senzory pro automatické nakládání/vykládání lahví a plechovek | Na požádání |
| Celková EXW cena doporučené konfigurace | Na požádání |
| MOŽNOSTI HLAVNÍHO MONOBLOKU (OPLACHOVACÍ JEDNOTKA, PLNICÍ JEDNOTKA, NÁDOBA KANÁLŮ) | |
| POPIS | CENA V EURO |
| ROPP uzavírací jednotka – jeden formát 28×15 ROPP (místo korunkové uzavírací jednotky) | Na požádání |
| Zpětný ventil pro přívodní potrubí nápoje | Na požádání |
| Náhradní těsnění pro šest plnicích ventilů | Na požádání |
| Fobovací zařízení před aplikací víka - horkou vodu dodává klient | Na požádání |
| Stříkací zařízení po operaci uzavření plechovek / lahví k umytí vnějšího povrchu plechovek / lahví bez přebytečné pěny | Na požádání |
| Modem s ethernetovým připojením pro vzdálenou softwarovou pomoc | Na požádání |
| Sada dílů pro manipulaci s dalším formátem plechovek (jiný průměr) | Na požádání |
| Šest dalších trubek úrovně naplnění - požadováno pro každou další hladinu naplnění plechovek / lahví | Na požádání |
| Díly ve styku s výrobkem z nerezové oceli AISI 316 pro manipulaci s ciderem | Na požádání |
| Automatické samonivelace | Na požádání |
| Vyměnitelné díly pro manipulaci s různými plechovkami: zásobník na plechovky, distribuční jednotka, šicí hlava na plechovky | Na požádání |
| Pneumatické membránové čerpadlo z nerezové oceli s připojením na vstupní potrubí | Na požádání |
| Dávkovač tekutého dusíku před distribucí víka plechovky (nezbytný pro plnění nesycených produktů) | Na požádání |
| Proplachování uzavřeného okruhu s vyrovnávací nádrží, filtrační systém Čerpadlo pro opětovné spuštění produktu & (pro proplachování kyselinou peroctovou) specifikace vstupní úrovně pro nádrž o objemu 20 litrů | Na požádání |
| MOŽNOSTI PRO JEDNOTKU UZÁVĚRU LAHVI | |
| POPIS | CENA V EURO |
| Díly pro manipulaci s lahvemi o dalším průměru | Na požádání |
| Zařízení pro sledování hladiny víček v misce na podávání víček | Na požádání |
| Zařízení k detekci přítomnosti uzávěru na láhvi na výstupu ze stroje | Na požádání |
| Injekce CO² do hrdla lahve před uzavřením víčkem | Na požádání |
| Díly pro manipulaci s korunkovými zátkami o průměru 29 mm | Na požádání |
| MOŽNOSTI TUNELOVÉHO PASTERIZÁTORU | |
| POPIS | CENA V EURO |
| Dynamická regulace PU | Na požádání |
| Registrátor E&H | Na požádání |
| UPS | Na požádání |
| Dávkování chemikálií | Na požádání |
| Armatura pro odvod kondenzátu | Na požádání |
| Snížení tlaku páry | Na požádání |
| Vzdálená údržba | Na požádání |
Volitelné služby:
I. Montážní práce na místě …. Na požádání

Cena je platná pro všechny země Evropské unie. V ceně je sedm dní práce (+ dva dny cestování) dvou specialistů na místě – montáž a spuštění zařízení.
Cena nezahrnuje: náklady na dopravu a ubytování pracovníků. Vypočítá se individuálně.
II. Montážní práce zajištěné zákazníkem (s naší vzdálenou asistencí) …. Na požádání
Chcete ušetřit peníze? Jste technicky zruční a nebojíte se výzev? Nepovolují hygienické omezující předpisy vaší země návštěvu specializovaného technika ze zahraničí? Nebojte se využít službu vzdálené pomoci.
Jak probíhá instalace plnicí linky naším zákazníkem pomocí naší vzdálené pomoci?
1.) Zákazník umístí všechny stroje a připojí je k napájení podle našeho kontrolního seznamu.
2.) Jakmile byly odeslány fotografie o dokončení předběžné fáze, pokračujeme spuštěním a uvedením do provozu.
3.) Nejprve připojíme PLC stroje přes internet k naší servisní konzoli v naší továrně - to umožňuje našemu servisnímu manažerovi prohlížet a ovládat vaše PLC na vzdálené obrazovce, jako kdyby byl osobně před strojem.
4.) Poté uspořádáme konferenční hovor Microsoft Teams, přičemž jeden váš pracovník drží kameru a ostatní pracují podle pokynů našeho technika.
5.) Po pouhých 3–5 dnech nastavení a konfigurace opustí vaši plnicí linku první plné skleněné lahve nebo plechovky.
Video:











Hodnocení
Nejsou žádné hodnocení.